《減速器的箱體結(jié)構(gòu)設(shè)計(jì)》由會(huì)員分享��,可在線閱讀�����,更多相關(guān)《減速器的箱體結(jié)構(gòu)設(shè)計(jì)(6頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索。
1��、------------- 精選文檔 -----------------
減速器的箱體結(jié)構(gòu)及設(shè)計(jì)
一��、概述
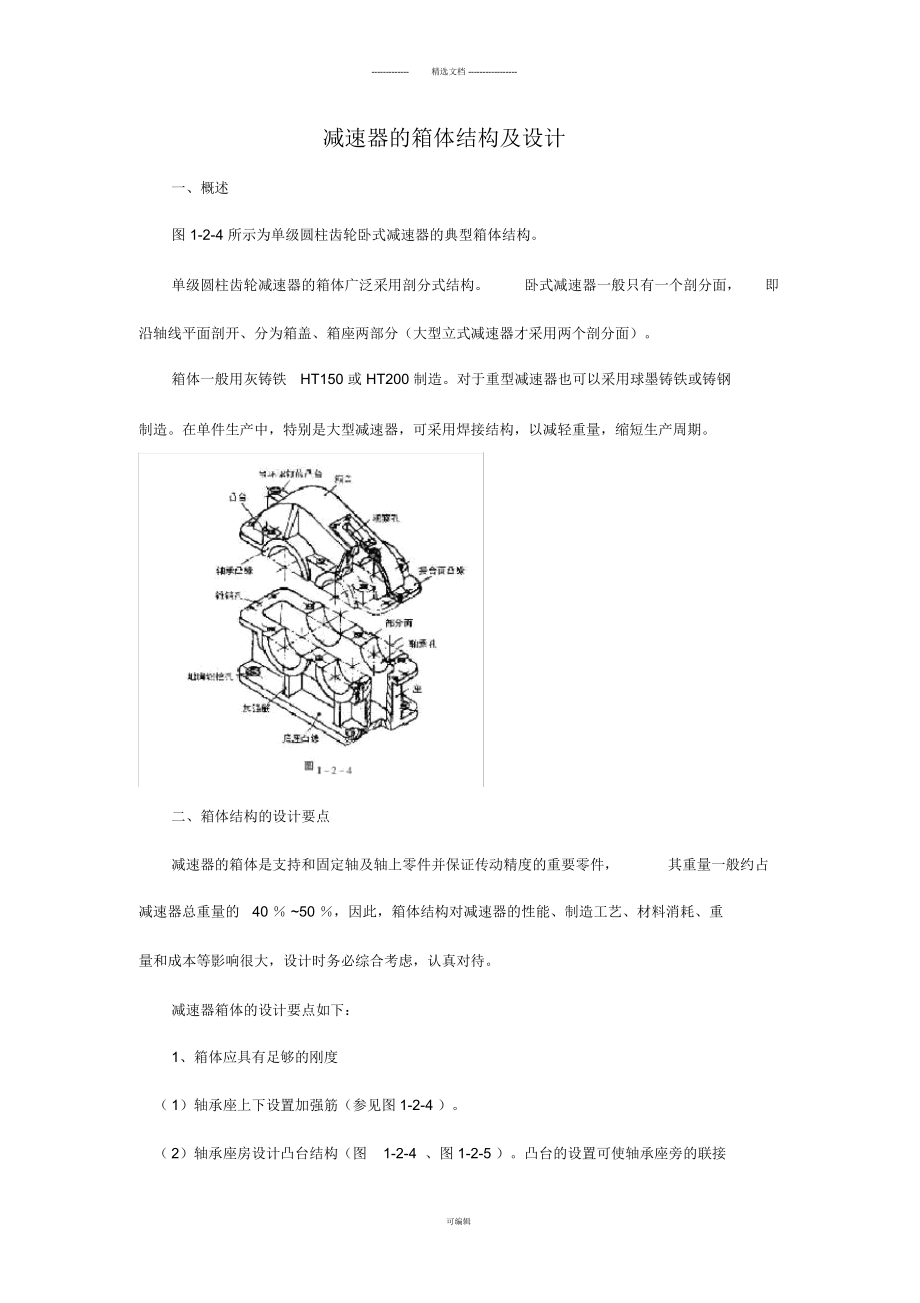
圖 1-2-4 所示為單級(jí)圓柱齒輪臥式減速器的典型箱體結(jié)構(gòu)��。
單級(jí)圓柱齒輪減速器的箱體廣泛采用剖分式結(jié)構(gòu)����。 臥式減速器一般只有一個(gè)剖分面, 即
沿軸線平面剖開����、分為箱蓋、箱座兩部分(大型立式減速器才采用兩個(gè)剖分面)��。
箱體一般用灰鑄鐵 HT150 或 HT200 制造����。對(duì)于重型減速器也可以采用球墨鑄鐵或鑄鋼
制造。在單件生產(chǎn)中�,特別是大型減速器,可采用焊接結(jié)構(gòu)��,以減輕重量,縮短生產(chǎn)周期���。
2���、
二、箱體結(jié)構(gòu)的設(shè)計(jì)要點(diǎn)
減速器的箱體是支持和固定軸及軸上零件并保證傳動(dòng)精度的重要零件����, 其重量一般約占
減速器總重量的 40 % ~50 %�����,因此��,箱體結(jié)構(gòu)對(duì)減速器的性能����、制造工藝、材料消耗���、重
量和成本等影響很大�����,設(shè)計(jì)時(shí)務(wù)必綜合考慮�,認(rèn)真對(duì)待。
減速器箱體的設(shè)計(jì)要點(diǎn)如下:
1��、箱體應(yīng)具有足夠的剛度
( 1)軸承座上下設(shè)置加強(qiáng)筋(參見圖1-2-4 )�。
3、
( 2)軸承座房設(shè)計(jì)凸臺(tái)結(jié)構(gòu)(圖 1-2-4 �、圖 1-2-5 )。凸臺(tái)的設(shè)置可使軸承座旁的聯(lián)接
可編輯
------------- 精選文檔 -----------------
螺栓靠近座孔�����,以提高聯(lián)接的剛性�����。
設(shè)計(jì)凸臺(tái)結(jié)構(gòu)要注意下列幾個(gè)問題:
①軸承座旁兩凸臺(tái)螺栓距離 S應(yīng)盡可能靠近�����,如圖 1-2-6 所示�����。對(duì)無油構(gòu)箱體(軸承采
用油脂潤(rùn)滑)取 S〈D 2���,應(yīng)注意凸臺(tái)
4�、聯(lián)接螺栓( d 1 )與軸承蓋聯(lián)接螺釘( d 3)不要互相干涉;
對(duì)有油溝箱體(軸承采用潤(rùn)滑油潤(rùn)滑)����,取 S≈D 2〉 ,應(yīng)注意凸臺(tái)螺栓孔( d 1 )不要與油溝
相通��,以免漏油���。 D2 則為軸承座凸緣的外徑。
②凸臺(tái)高度 h 的確定應(yīng)以保證足夠的螺母搬手空間為準(zhǔn)則���。搬手空間根據(jù)螺栓直徑的
大小由尺寸 C1和 C2 確定�����。
③凸臺(tái)沿軸向的寬度同樣取決于不同螺栓直徑所確定的 C1+ C 2 之值�����,以保證足夠的搬
手空間���。但還應(yīng)小于軸承座凸緣寬度 3~5mm.. ����,以便于凸緣端面的加工�。
( 3)箱座
5、的內(nèi)壁應(yīng)設(shè)計(jì)在底部凸緣之內(nèi)如圖 1-2-7a 所示��。
( 4)地腳螺栓孔應(yīng)開在箱座底部凸緣與地基接觸的部位�;不能懸空,如圖 1-2-7b 所示����。
( 5)箱座是受力的重要零件,應(yīng)保證足夠的箱座壁厚����,且箱座凸緣厚度可稍大于箱蓋凸緣厚度。
2����、確保箱體接合面的密封、定位和內(nèi)部傳動(dòng)零件的潤(rùn)滑����。
為保證箱體軸承座孔的加工和裝配的準(zhǔn)確性, 在接合面的凸緣上必須設(shè)置兩個(gè)定位用的圓錐銷�。定位銷 d= ( 0.7~0.8 ) d 2 (d 2為凸緣聯(lián)接螺栓直徑)�����,兩錐銷距離應(yīng)遠(yuǎn)一些���,一般
可編輯
------------- 精選文檔
6、 -----------------
宜放在對(duì)角位置��。對(duì)于結(jié)構(gòu)對(duì)稱的箱體��,定位銷不宜對(duì)稱布置���,以免箱蓋蓋錯(cuò)方向��。
為保證箱蓋、 箱座的接合面之間的密封性���, 接合面凸緣聯(lián)接螺栓的間距不宜過大�, 一般
不大于 150~180mm �����,并盡量對(duì)稱布置��。
如果滾動(dòng)軸承靠齒輪飛濺的潤(rùn)滑油潤(rùn)滑時(shí), 則箱座凸緣上應(yīng)開設(shè)集油溝�, 集油溝要保證
潤(rùn)滑油流入軸承座孔內(nèi), 再經(jīng)過軸承內(nèi)外圈間的空隙流回箱座內(nèi)部�����, 而不應(yīng)有漏油現(xiàn)象發(fā)生�,
如圖 1-2-8 所示。
7�、
可編輯
------------- 精選文檔 -----------------
油溝的制造方法和尺寸見圖 1-2-9 。
3 ����、箱體結(jié)構(gòu)應(yīng)具有良好的工藝性
⑴鑄造工藝性的要求,箱壁
8�����、不宜太薄���,δ min ≧8mm �,以免澆鑄時(shí)鐵水流動(dòng)困難���,出現(xiàn)充不滿
型腔的現(xiàn)象�����。
壁厚應(yīng)均勻和防止金屬積聚��、避免產(chǎn)生如圖 1-2-10 所示的縮孔�����、裂紋等缺陷���。
當(dāng)箱壁的厚度變化較大時(shí)���,應(yīng)采用平緩過渡的結(jié)構(gòu),如表
1-2-1 所示����。
表 1-2-1 鑄件過渡斜度( Q/ZB155-73 )
壁厚 h x y R0
10~15 3 15 5
4 20 5
﹥ 15~20
9、
5 25 5
﹥ 20~25
可編輯
------------- 精選文檔 -----------------
當(dāng) h ﹤ 2A 時(shí)���,無須過渡
避免出現(xiàn)狹縫結(jié)構(gòu)(圖 1-2-11a ),因?yàn)檫@種結(jié)構(gòu)的砂型易碎裂����,正確的做法應(yīng)聯(lián)成整
體��,如圖 1-2-11 所示�����。
箱壁沿?fù)苊较驊?yīng)有 1 : 10~1 : 20 的撥模斜度���。
( 2)機(jī)械加工工藝性的要求軸承座孔應(yīng)為通孔,最好兩端孔徑
10��、一樣以利于加工�。兩端軸
承外徑不同時(shí), 可以在座孔中安裝襯套�, 使支座孔徑相同,利用襯套的厚度不等�����,形成不同
的孔徑以滿足兩端軸承不同外徑的配合要求��,如圖
1-2-12 所示�����。
同一側(cè)的各種加工端面盡可能一樣平齊,以便于一次調(diào)整刀具進(jìn)行加工�,如圖 1-2-13
所示。
加工表面與非加工表面必須嚴(yán)格區(qū)分���,并盡量減少加工面積���。因此,軸承座的外端面�、
觀察孔、透氣塞�����、吊環(huán)
11��、螺釘�����、油標(biāo)尺和油塞以及凸緣連接螺栓孔等處均應(yīng)制出凸臺(tái) (凸出非
可編輯
------------- 精選文檔 -----------------
加工面 3~5mm )以便加工��。圖 1-2-14 (所示為軸承座凸緣的外端面與凸臺(tái)之間的合理與
不合理的結(jié)構(gòu)�。
支承螺栓頭和螺母的支承面也可以通過锪魚眼坑的方法加工局部平面, 如圖 1-2-15 所
示�����。
箱座底部應(yīng)采用挖空或開槽的結(jié)構(gòu)�����。圖 1-2-16 所示的箱底結(jié)構(gòu)中���,圖 a 的結(jié)構(gòu)不合
理�����,既難于支承平穩(wěn)��,加工面積又大���,很不經(jīng)濟(jì)。
可編輯
 減速器的箱體結(jié)構(gòu)設(shè)計(jì)
減速器的箱體結(jié)構(gòu)設(shè)計(jì)