《轉(zhuǎn)速器盤設(shè)計(jì)工藝規(guī)程》由會(huì)員分享��,可在線閱讀,更多相關(guān)《轉(zhuǎn)速器盤設(shè)計(jì)工藝規(guī)程(12頁珍藏版)》請?jiān)谘b配圖網(wǎng)上搜索����。
1、
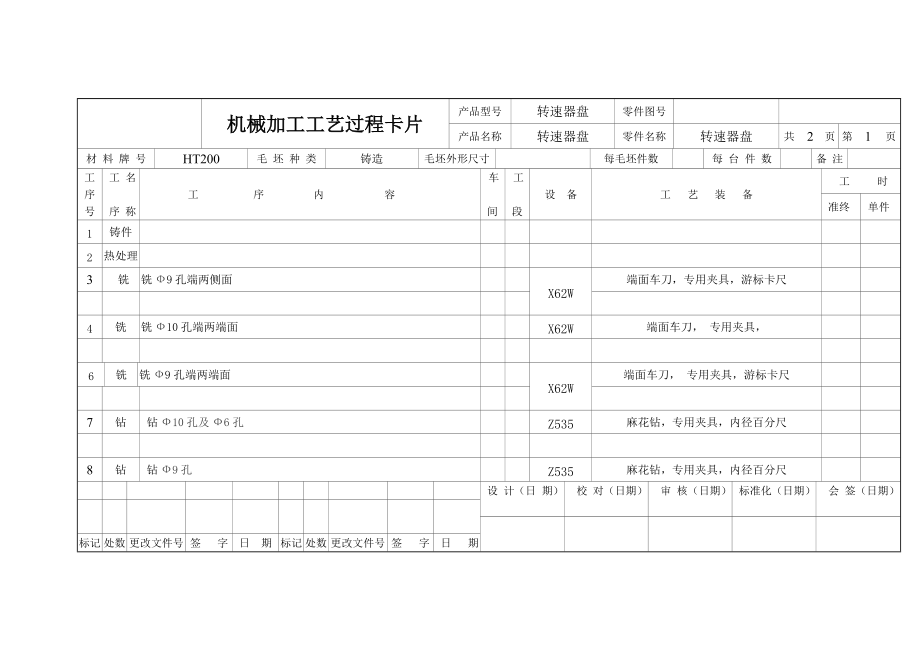
機(jī)械加工工藝過程卡片
產(chǎn)品型號(hào)
轉(zhuǎn)速器盤
零件圖號(hào)
產(chǎn)品名稱
轉(zhuǎn)速器盤
零件名稱
轉(zhuǎn)速器盤
共
2
頁
第
1
頁
材 料 牌 號(hào)
HT200
毛 坯 種 類
鑄造
毛坯外形尺寸
每毛坯件數(shù)
每 臺(tái) 件 數(shù)
備 注
工
序
號(hào)
工 名
序 稱
工 序 內(nèi) 容
車
間
工
段
設(shè) 備
工 藝 裝 備
工 時(shí)
準(zhǔn)終
單件
1
鑄件
2
2��、
熱處理
3
銑
銑Ф9孔端兩側(cè)面
X62W
端面車刀���,專用夾具�,游標(biāo)卡尺
4
銑
銑Ф10孔端兩端面
X62W
端面車刀���, 專用夾具�����,
6
銑
銑Ф9孔端兩端面
X62W
端面車刀��, 專用夾具����,游標(biāo)卡尺
7
鉆
鉆Ф10孔及Ф6孔
Z535
麻花鉆��,專用夾具�����,內(nèi)徑百分尺
8
鉆
鉆Ф9孔
Z535
麻
3�����、花鉆���,專用夾具��,內(nèi)徑百分尺
設(shè) 計(jì)(日 期)
校 對(日期)
審 核(日期)
標(biāo)準(zhǔn)化(日期)
會(huì) 簽(日期)
標(biāo)記
處數(shù)
更改文件號(hào)
簽 字
日 期
標(biāo)記
處數(shù)
更改文件號(hào)
簽 字
日 期
機(jī)械加工工藝過程卡片
產(chǎn)品型號(hào)
零件圖號(hào)
產(chǎn)品名稱
零件名稱
轉(zhuǎn)速器盤
共
2
頁
第
2
頁
材 料 牌 號(hào)
HT200
毛 坯 種 類
鑄造
毛坯外形尺寸
每毛坯件數(shù)
4����、每 臺(tái) 件 數(shù)
備 注
工
序
號(hào)
工 名
序 稱
工 序 內(nèi) 容
車
間
工
段
設(shè) 備
工 藝 裝 備
工 時(shí)
準(zhǔn)終
單件
9
鏜
鏜Ф10孔
T618
專用夾具����,內(nèi)徑百分尺
去毛刺
去除銳毛剌
10
終檢
對零件各尺寸進(jìn)行完工檢測
11
防銹
用毛刷沾防銹油為零件防銹
5、
12
入庫
按照倉庫標(biāo)識(shí)進(jìn)行擺放
設(shè) 計(jì)(日 期)
校 對(日期)
審 核(日期)
標(biāo)準(zhǔn)化(日期)
會(huì) 簽(日期)
標(biāo)記
處數(shù)
更改文件號(hào)
簽 字
日 期
標(biāo)記
處數(shù)
更改文件號(hào)
簽 字
日 期
機(jī)械加工工序
6����、卡片
產(chǎn)品型號(hào)
零件圖號(hào)
產(chǎn)品名稱
零件名稱
轉(zhuǎn)速器盤
共
1
頁
第
11
頁
車間
工序號(hào)
工序名稱
材 料 牌 號(hào)
10
鑄造
HT200
毛 坯 種 類
毛坯外形尺寸
每毛坯可制件數(shù)
每 臺(tái) 件 數(shù)
鑄造件
設(shè)備名稱
設(shè)備型號(hào)
設(shè)備編號(hào)
同時(shí)加工件數(shù)
真空爐
夾具編號(hào)
夾具名稱
切削液
工位器具編號(hào)
工位器具名稱
工序工時(shí) (分)
準(zhǔn)終
單件
工步號(hào)
工 步 內(nèi) 容
工 藝
7、 裝 備
主軸轉(zhuǎn)速
切削速度
進(jìn)給量
切削深度
進(jìn)給次數(shù)
工步工時(shí)
r/min
m/min
mm/r
mm
機(jī)動(dòng)
輔助
1
檢驗(yàn)
游標(biāo)卡尺
設(shè) 計(jì)(日 期)
校 對(日期)
審 核(日期)
標(biāo)準(zhǔn)化(日期)
會(huì) 簽(日期)
機(jī)械加工工序卡片
產(chǎn)品型號(hào)
零件圖號(hào)
產(chǎn)品名稱
零件名稱
轉(zhuǎn)速器盤
共
2
頁
第
11
頁
車間
工序號(hào)
工序名稱
材 料 牌
8���、號(hào)
20
銑Ф9孔端兩側(cè)面
HT200
毛 坯 種 類
毛坯外形尺寸
每毛坯可制件數(shù)
每 臺(tái) 件 數(shù)
鑄造件
設(shè)備名稱
設(shè)備型號(hào)
設(shè)備編號(hào)
同時(shí)加工件數(shù)
銑床
X62W
夾具編號(hào)
夾具名稱
切削液
工位器具編號(hào)
工位器具名稱
工序工時(shí) (分)
準(zhǔn)終
單件
工步號(hào)
工 步 內(nèi) 容
工 藝 裝 備
主軸轉(zhuǎn)速
切削速度
進(jìn)給量
切削深度
進(jìn)給次數(shù)
工步工時(shí)
r/min
m/min
mm/r
mm
機(jī)動(dòng)
輔助
9��、
1
定位,夾緊
2.
粗銑上下兩平面
端面銑刀
255
24
0.18
1.5
1
1.14
1.76
設(shè) 計(jì)(日 期)
校 對(日期)
審 核(日期)
標(biāo)準(zhǔn)化(日期)
會(huì) 簽(日期)
機(jī)械加工工序卡片
產(chǎn)品型號(hào)
零件圖號(hào)
產(chǎn)品名稱
零件名稱
轉(zhuǎn)速器盤
共
3
頁
第
11
頁
車間
工序號(hào)
工序名稱
材 料 牌 號(hào)
30
銑Ф10孔端兩端面
H
10�����、T200
毛 坯 種 類
毛坯外形尺寸
每毛坯可制件數(shù)
每 臺(tái) 件 數(shù)
鑄造件
設(shè)備名稱
設(shè)備型號(hào)
設(shè)備編號(hào)
同時(shí)加工件數(shù)
銑床
X62W
夾具編號(hào)
夾具名稱
切削液
工位器具編號(hào)
工位器具名稱
工序工時(shí) (分)
準(zhǔn)終
單件
工步號(hào)
工 步 內(nèi) 容
工 藝 裝 備
主軸轉(zhuǎn)速
切削速度
進(jìn)給量
切削深度
進(jìn)給次數(shù)
工步工時(shí)
r/min
m/min
mm/r
mm
機(jī)動(dòng)
輔助
1
粗銑上下兩平面
端面銑刀
25
11�、5
24
0.18
1.5
1
1.14
1.76
2
精銑上下兩平面
端面銑刀
352
24
0.14
0.5
1
0.26
1.16
設(shè) 計(jì)(日 期)
校 對(日期)
審 核(日期)
標(biāo)準(zhǔn)化(日期)
會(huì) 簽(日期)
機(jī)械加工工序卡片
產(chǎn)品型號(hào)
零件圖號(hào)
產(chǎn)品名稱
零件名稱
轉(zhuǎn)速器盤
共
4
頁
第
11
頁
車間
工序號(hào)
工序名稱
材 料
12����、牌 號(hào)
40
銑Ф9孔端兩端面
HT200
毛 坯 種 類
毛坯外形尺寸
每毛坯可制件數(shù)
每 臺(tái) 件 數(shù)
鑄造件
設(shè)備名稱
設(shè)備型號(hào)
設(shè)備編號(hào)
同時(shí)加工件數(shù)
銑床
X62W
夾具編號(hào)
夾具名稱
切削液
工位器具編號(hào)
工位器具名稱
工序工時(shí) (分)
準(zhǔn)終
單件
工步號(hào)
工 步 內(nèi) 容
工 藝 裝 備
主軸轉(zhuǎn)速
切削速度
進(jìn)給量
切削深度
進(jìn)給次數(shù)
工步工時(shí)
r/min
m/min
mm/r
mm
機(jī)動(dòng)
輔助
13����、
1
粗銑上下兩平面
端面銑刀
255
24
0.18
1.5
1
1.14
1.76
2
精銑上下兩平面
端面銑刀
352
24
0.14
0.5
1
0.26
1.16
設(shè) 計(jì)(日 期)
校 對(日期)
審 核(日期)
標(biāo)準(zhǔn)化(日期)
會(huì) 簽(日期)
機(jī)械加工工序卡片
產(chǎn)品型號(hào)
零件圖號(hào)
產(chǎn)品名稱
零件名稱
轉(zhuǎn)速器盤
共
5
頁
第
11
頁
車間
工序號(hào)
工序名稱
14、材 料 牌 號(hào)
50
鉆孔
HT200
毛 坯 種 類
毛坯外形尺寸
每毛坯可制件數(shù)
每 臺(tái) 件 數(shù)
鑄造件
設(shè)備名稱
設(shè)備型號(hào)
設(shè)備編號(hào)
同時(shí)加工件數(shù)
鉆床
Z535
夾具編號(hào)
夾具名稱
切削液
工位器具編號(hào)
工位器具名稱
工序工時(shí) (分)
準(zhǔn)終
單件
工步號(hào)
工 步 內(nèi) 容
工 藝 裝 備
主軸轉(zhuǎn)速
切削速度
進(jìn)給量
切削深度
進(jìn)給次數(shù)
工步工時(shí)
r/min
m/min
mm/r
mm
機(jī)動(dòng)
輔助
15����、
1.
裝 夾
2.
鉆φ7.5孔要求兩端相通
φ7.5直柄麻花鉆
195
14
0.48
1
1.1
1.76
擴(kuò)至φ8+0.10/ 0
φ8擴(kuò)孔鉆
275
21.3
1
0.87
1.16
設(shè) 計(jì)(日 期)
校 對(日期)
審 核(日期)
標(biāo)準(zhǔn)化(日期)
會(huì) 簽(日期)
機(jī)械加工工序卡片
產(chǎn)品型號(hào)
零件圖號(hào)
產(chǎn)品名稱
零件名稱
轉(zhuǎn)速器盤
共
6
16、
頁
第
11
頁
車間
工序號(hào)
工序名稱
材 料 牌 號(hào)
60
鉆2-Ф9孔
HT200
毛 坯 種 類
毛坯外形尺寸
每毛坯可制件數(shù)
每 臺(tái) 件 數(shù)
鑄造件
設(shè)備名稱
設(shè)備型號(hào)
設(shè)備編號(hào)
同時(shí)加工件數(shù)
鉆床
Z535
夾具編號(hào)
夾具名稱
切削液
工位器具編號(hào)
工位器具名稱
工序工時(shí) (分)
準(zhǔn)終
單件
工步號(hào)
工 步 內(nèi) 容
工 藝 裝 備
主軸轉(zhuǎn)速
切削速度
進(jìn)給量
切削深度
進(jìn)給次數(shù)
工步
17��、工時(shí)
r/min
m/min
mm/r
mm
機(jī)動(dòng)
輔助
裝 夾
鉆孔
鉆頭,內(nèi)徑百分表
195
144.3
0.48
1.24
1.33
設(shè) 計(jì)(日 期)
校 對(日期)
審 核(日期)
標(biāo)準(zhǔn)化(日期)
會(huì) 簽(日期)
機(jī)械加工工序卡片
產(chǎn)品型號(hào)
零件圖號(hào)
產(chǎn)品名稱
零件名稱
轉(zhuǎn)速器盤
共
7
頁
第
11
18、
頁
車間
工序號(hào)
工序名稱
材 料 牌 號(hào)
70
鏜Ф10孔
HT200
毛 坯 種 類
毛坯外形尺寸
每毛坯可制件數(shù)
每 臺(tái) 件 數(shù)
鑄造件
設(shè)備名稱
設(shè)備型號(hào)
設(shè)備編號(hào)
同時(shí)加工件數(shù)
鏜床
T618
夾具編號(hào)
夾具名稱
切削液
工位器具編號(hào)
工位器具名稱
工序工時(shí) (分)
準(zhǔn)終
單件
工步號(hào)
工 步 內(nèi) 容
工 藝 裝 備
主軸轉(zhuǎn)速
切削速度
進(jìn)給量
切削深度
進(jìn)給次數(shù)
工步工時(shí)
r/min
19、
m/min
mm/r
mm
機(jī)動(dòng)
輔助
1
粗鏜孔至Ф9.2
銑刀���,游標(biāo)卡尺
245
20
0.15
1.8
1
7.5
2
精鏜孔至Ф10
銑刀�����,游標(biāo)卡尺
245
20
0.15
0.2
1
15
1.57
設(shè) 計(jì)(日 期)
校 對(日期)
審 核(日期)
標(biāo)準(zhǔn)化(日期)
會(huì) 簽(日期)
機(jī)械加工工序卡片
產(chǎn)品型號(hào)
零件圖號(hào)
產(chǎn)品名稱
20�、
零件名稱
轉(zhuǎn)速器盤
共
8
頁
第
11
頁
車間
工序號(hào)
工序名稱
材 料 牌 號(hào)
80
終檢,入庫
HT200
毛 坯 種 類
毛坯外形尺寸
每毛坯可制件數(shù)
每 臺(tái) 件 數(shù)
鑄造件
設(shè)備名稱
設(shè)備型號(hào)
設(shè)備編號(hào)
同時(shí)加工件數(shù)
鉆床
Z535
夾具編號(hào)
夾具名稱
切削液
工位器具編號(hào)
工位器具名稱
工序工時(shí) (分)
準(zhǔn)終
單件
工步號(hào)
工 步 內(nèi) 容
工 藝 裝 備
主軸轉(zhuǎn)速
切削速度
進(jìn)給
21、量
切削深度
進(jìn)給次數(shù)
工步工時(shí)
r/min
m/min
mm/r
mm
機(jī)動(dòng)
輔助
1
定位,夾緊,
2
鉆φ10
絞刀���,塞規(guī)
175
5.5
0.43
1
0.36
1.58
設(shè) 計(jì)(日 期)
校 對(日期)
審 核(日期)
標(biāo)準(zhǔn)化(日期)
會(huì) 簽(日期)
機(jī)械加工工序卡片
產(chǎn)品型號(hào)
零件圖號(hào)
產(chǎn)品名稱
零件名稱
轉(zhuǎn)速器
22�、盤
共
9
頁
第
11
頁
車間
工序號(hào)
工序名稱
材 料 牌 號(hào)
90
鉆φ5短斜孔
HT200
毛 坯 種 類
毛坯外形尺寸
每毛坯可制件數(shù)
每 臺(tái) 件 數(shù)
鑄造件
設(shè)備名稱
設(shè)備型號(hào)
設(shè)備編號(hào)
同時(shí)加工件數(shù)
鉆床
Z535
夾具編號(hào)
夾具名稱
切削液
工位器具編號(hào)
工位器具名稱
工序工時(shí) (分)
準(zhǔn)終
單件
工步號(hào)
工 步 內(nèi) 容
工 藝 裝 備
主軸轉(zhuǎn)速
切削速度
進(jìn)給量
切削深度
進(jìn)給次數(shù)
工步工時(shí)
r/min
m/min
mm/r
mm
機(jī)動(dòng)
輔助
1
裝 夾
2
鉆φ5斜孔,保證角度30的要求
鉆頭���,塞規(guī)
175
12
0.43
1
0.785
1.58
設(shè) 計(jì)(日 期)
校 對(日期)
審 核(日期)
標(biāo)準(zhǔn)化(日期)
會(huì) 簽(日期)
 轉(zhuǎn)速器盤設(shè)計(jì)工藝規(guī)程
轉(zhuǎn)速器盤設(shè)計(jì)工藝規(guī)程