《機(jī)械加工工藝設(shè)計(jì)模具專業(yè)畢業(yè)論文》由會(huì)員分享���,可在線閱讀,更多相關(guān)《機(jī)械加工工藝設(shè)計(jì)模具專業(yè)畢業(yè)論文(21頁珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索���。
1���、
機(jī)械加工工藝設(shè)計(jì)
設(shè)計(jì)說明書
【設(shè)計(jì)題目】
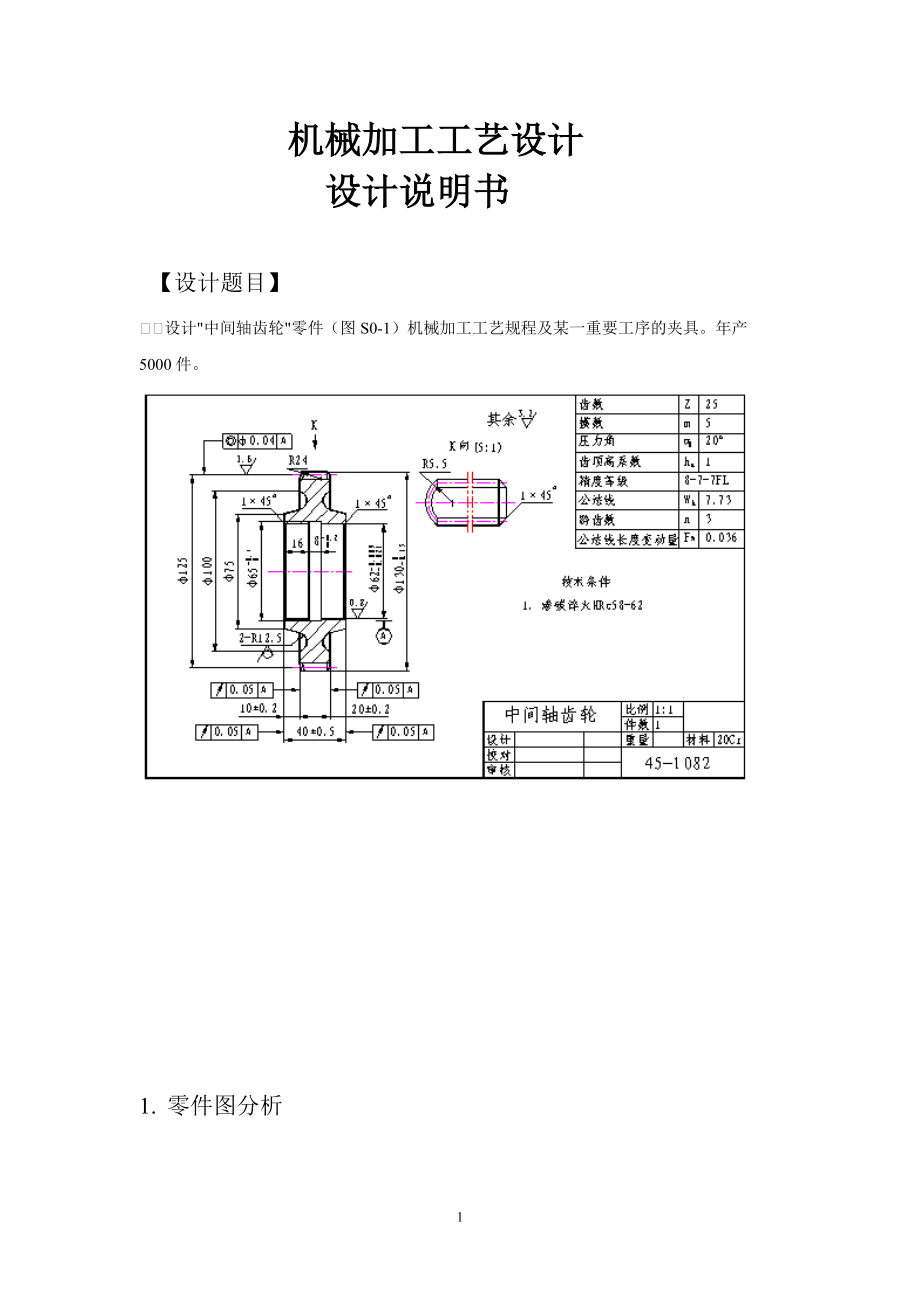
設(shè)計(jì)"中間軸齒輪"零件(圖S0-1)機(jī)械加工工藝規(guī)程及某一重要工序的夾具。年產(chǎn)5000件���。
1. 零件圖分析
1.1 零件的功用
本零件為拖拉機(jī)變速箱中倒速中間軸齒輪���,其功用是傳遞動(dòng)力和改變輸出軸運(yùn)動(dòng)方向。
1.2 零件工藝分析
本零件為回轉(zhuǎn)體零件�����,其最主要加工面是φ62H7孔和齒面���,且兩者有較高的同軸度要求���,是加工工藝需要重點(diǎn)考慮的問題����。其次兩輪轂端面由于裝配要求�,對(duì)φ62H7孔有端面跳動(dòng)要求。最后��,兩齒圈端面在滾齒時(shí)要作為定位基準(zhǔn)使用����,
2、故對(duì)φ62H7孔也有端面跳動(dòng)要求���。這些在安排加工工藝時(shí)也需給予注意��。
2. 確定毛坯
2.1 確定毛坯制造方法
本零件的主要功用是傳遞動(dòng)力�����,其工作時(shí)需承受較大的沖擊載荷�����,要求有較高的強(qiáng)度和韌性�����,故毛坯應(yīng)選擇鍛件�,以使金屬纖維盡量不被切斷。又由于年產(chǎn)量為5000件����,達(dá)到了批量生產(chǎn)的水平��,且零件形狀較簡單����,尺寸也不大,故應(yīng)采用模鍛���。
2.2 確定總余量
確定直徑上總余量為6mm���,高度(軸向)方向上總余量為5mm。
2.3 繪制毛坯圖(圖S0-2)
圖2.1 零件毛坯圖
3 制定零件工藝規(guī)程
3.1 選擇表面加工方法
1) φ62H7孔考慮:
①
3�、 生產(chǎn)批量較大,應(yīng)采用高效加工方法�����;
② 零件熱處理會(huì)引起較大變形,為保證φ62H7孔的精度及齒面對(duì)φ62H7孔的同軸度�����,熱處理后需對(duì)該孔再進(jìn)行加工�。故確定熱前采用擴(kuò)孔-拉孔的加工方法,熱后采用磨孔方法�。
2) 齒面 根據(jù)精度8-7-7的要求,并考慮生產(chǎn)批量較大����,故采用滾齒-剃齒的加工方法。
3) 大小端面 采用粗車-半精車-精車加工方法��。
4) 環(huán)槽 采用車削方法����。
3.2 選擇定位基準(zhǔn)
1) 精基準(zhǔn)選擇 齒輪的設(shè)計(jì)基準(zhǔn)是φ62H7孔,根據(jù)基準(zhǔn)重合原則�����,并同時(shí)考慮統(tǒng)一精基準(zhǔn)原則�����,選φ62H7孔作為主要定位精基準(zhǔn)��?��?紤]定位穩(wěn)定可靠����,選一大端面作為第二定位精基準(zhǔn)��。
在磨孔工序
4����、中��,為保證齒面與孔的同軸度�,選齒面作為定位基準(zhǔn)��。
在加工 環(huán)槽工序中��,為裝夾方便���,選外圓表面作為定位基準(zhǔn)�。
2) 粗基準(zhǔn)選擇 重要考慮裝夾方便、可靠�,選一大端面和外圓作為定位粗基準(zhǔn)。
3.3 擬定零件加工工藝路線
方案1:
1)擴(kuò)孔(立式鉆床�,氣動(dòng)三爪卡盤);
2)粗車外圓�,粗車一端大、小端面���,一端內(nèi)孔倒角(多刀半自動(dòng)車床�,氣動(dòng)可脹心軸)�����;
3)半精車外圓��,粗車另一端大�、小端面,另一端內(nèi)孔倒角(多刀半自動(dòng)車床��,氣動(dòng)可脹心軸)����;
4)拉孔(臥式拉床,拉孔夾具)�����;
5)精車外圓,精車一端大�、小端面,一端外圓倒角(普通車床����,氣動(dòng)可脹心軸);
6)精車另
5���、一端大���、小端面,另一端外圓倒角(普通車床����,氣動(dòng)可脹心軸)���;
7)車槽(普通車床���,氣動(dòng)三爪卡盤);
8)中間檢驗(yàn)�;
9)滾齒(滾齒機(jī)���,滾齒夾具);
10)一端齒圈倒角(倒角機(jī)����,倒角夾具);
11)另一端齒圈倒角(倒角機(jī)��,倒角夾具)����;
12)剃齒(剃齒機(jī),剃齒心軸)�����;
13)檢驗(yàn)��;
14)熱處理��;
15)磨孔(內(nèi)圓磨床����,節(jié)圓卡盤);
16)最終檢驗(yàn)�。
方案2:
1)粗車一端大�、小端面�,粗車、半精車內(nèi)孔�����,一端內(nèi)孔倒角(普通車床����,三爪卡盤);
2)粗車�、半精車外圓,粗車另一端大���、小端面�����,另一端外圓���、內(nèi)孔倒角(普通車床,三爪卡盤
6���、)��;
3)精車內(nèi)孔����,車槽�,精車另一端大、小端面��,另一端外圓倒角(普通車床�,三爪卡盤);
4)精車外圓����,精車一端大、小端面(普通車床��,可脹心軸)�;
5)中間檢驗(yàn);
6)滾齒(滾齒機(jī)��,滾齒夾具)��;
7)一端齒圈倒角(倒角機(jī)����,倒角夾具)�;
8)另一端齒圈倒角(倒角機(jī)�����,倒角夾具)��;
9)剃齒(剃齒機(jī)�����,剃齒心軸)���;
10)檢驗(yàn)����;
11)熱處理��;
12)磨孔(內(nèi)圓磨床�,節(jié)圓卡盤);
13)最終檢驗(yàn)�。
方案比較:
方案2工序相對(duì)集中,便于管理��,且由于采用普通機(jī)床,較少使用專用夾具����,易于實(shí)現(xiàn)��。方案1則采用工序分散原則���,各工序工作相對(duì)簡單
7�、��?���?紤]到該零件生產(chǎn)批量較大,工序分散可簡化調(diào)整工作�,易于保證加工質(zhì)量,且采用氣動(dòng)夾具�����,可提高加工效率�����,故采用方案1較好。
3.4 選擇各工序所用機(jī)床��、夾具����、刀具、量具和輔具)
3.5 填寫工藝過程卡片,見附表��。
3.6 機(jī)械加工工序設(shè)計(jì)
工序02
圖3.1 工序圖
1)刀具安裝 由于采用多刀半自動(dòng)車床��,可在縱向刀架上安裝一把左偏刀(用于車削外圓)和一把45彎頭刀(用于車倒角)�����;可在橫刀架上安裝兩把45彎頭刀(用于車削大����、小端面)。加工時(shí)兩刀架同時(shí)運(yùn)動(dòng)��,以減少加工時(shí)間(圖S0-3)���。
2)走刀長度與走刀次數(shù) 以外圓車削為例�����,若采用75偏刀�����,則由表15-1可確定走刀
8�����、長度為25+1+2=28mm���;一次走刀可以完成切削(考慮到模角及飛邊的影響,最大切深為3-4mm)��。
3) 切削用量選擇
① 首先確定背吃刀量:考慮到毛坯為模鍛件�,尺寸一致性較好,且留出半精車和精車余量后(直徑留3 mm)�����,加工余量不是很大����,一次切削可以完成。?���。?
aP =(136-133)/2 + 12.5tan(7)= 3mm�;考慮毛坯誤差���,?����。篴P = 4 mm���;
② 確定進(jìn)給量: f = 0.6 mm/ r;
③ 最后確定切削速度: v = 1.5m/s��,n = 212r/min����。
4) 工時(shí)計(jì)算
① 計(jì)算基本時(shí)間:tm = 28 /(2120.6)= 0.
9、22min�����;
② 考慮多刀半自動(dòng)車床加工特點(diǎn)(多刀加工��,基本時(shí)間較短��,每次更換刀具后均需進(jìn)行調(diào)整,即調(diào)整時(shí)間所占比重較大等)���,不能簡單用基本時(shí)間乘系數(shù)的方法確定工時(shí)�?����?筛鶕?jù)實(shí)際情況加以確定:TS = 2.5min��。
該工序的工序卡片見表
3.6 機(jī)械加工工序設(shè)計(jì)(續(xù))
工序06
1) 刀具安裝 由于在普通車床上加工�,盡量減少刀具更換次數(shù)�����,可采用一把45彎頭刀(用于車削大��、小端面)和一把75左偏刀(用于倒角)����,見圖S0-4。
圖3.2 工序圖
2)走刀長度與走刀次數(shù) 考慮大端面����,采用45彎頭刀���,可確定走刀長度為27.5+1+1≈30mm;因?yàn)槭蔷?�,加工余量只?.5 m
10����、m,一次走刀可以完成切削��。小端面和倒角也一次走刀完成�����。
3)切削用量選擇
① 首先確定背吃刀量:精車余量0.5mm�,一次切削可以完成。?。篴P = 0.5mm;
② 確定進(jìn)給量: f = 0.2 mm/ r�����;
③ 最后確定切削速度: v = 1.8m/s���,n = 264r/min�����。
4)工時(shí)計(jì)算
① 計(jì)算基本時(shí)間:tm =(30 +8 + 3)/(2640.2)≈ 0.8 min�����;
② 考慮到該工序基本時(shí)間較短����,在采用基本時(shí)間乘系數(shù)的方法確定工時(shí),系數(shù)應(yīng)取較大值(或輔助時(shí)間單獨(dú)計(jì)算)��?����?傻玫剑篢S = 2tm = 1.6 min���。
該工序的工序卡片見
11、表���。
4. 小結(jié)(略)
【參考文獻(xiàn)】 (略)
致 謝
注:此處應(yīng)該對(duì)論文寫作過程中得到哪些老師�、同學(xué)或同事等人的幫助予以道謝��。(字?jǐn)?shù)應(yīng)在100字左右)
附 圖
機(jī)械加工工藝卡片 一張 (略)
機(jī)械加工工藝卡片 兩張 (略)
21
燈座塑料模具設(shè)計(jì)
【設(shè)計(jì)題目】
零件名稱:燈座。
設(shè)計(jì)要求:大批量生產(chǎn)��,未注公差取MT5級(jí)
12�、精度,塑料原材料為聚碳酸酯PC���,要求設(shè)計(jì)燈座模具���。
摘要 (略)對(duì)全文內(nèi)容進(jìn)行簡要概括,字?jǐn)?shù)應(yīng)該控制在150~200字左右。
關(guān)鍵詞 (略)3~5左右
1 引言
日用品��,有時(shí)采用精度和強(qiáng)度不太高的塑料傳動(dòng)���,由于塑料具有可塑性強(qiáng)����,密度小���、比強(qiáng)度高����、結(jié)緣性、化學(xué)穩(wěn)定性高����、外觀多樣的特點(diǎn),因而受到越來越多的廠家及人民的喜愛�。塑料工業(yè)是新興的工業(yè),是隨著石油工業(yè)的發(fā)展而應(yīng)而生的�,目前塑料制件幾乎已經(jīng)進(jìn)入一切工業(yè)部門以及人民日常生活的各個(gè)領(lǐng)域[1]。隨著機(jī)械工業(yè)電子工業(yè)�,航空工業(yè)、儀器儀表工業(yè)和日常用品工業(yè)的發(fā)展�,塑料成型制件的需求量越
13、來越多��,質(zhì)量要求也越來越高�,這就要求成型塑件的模具的開發(fā),設(shè)計(jì)制造的水平也須越來越高����。本文也就對(duì)日用品中的燈座模具設(shè)計(jì)過程進(jìn)行闡述。
2 塑件的工藝性分析
2.1 塑件的原材料分析
聚碳酸酯PC的結(jié)構(gòu)特點(diǎn)是:線型結(jié)構(gòu)非結(jié)晶型材料����,透明���;使用溫度:小于130℃�����,耐寒性好�����,脆化溫度-100℃��;化學(xué)穩(wěn)定性:有一定的化學(xué)穩(wěn)定性�,不耐堿、酮�����、酯等���;性能特點(diǎn):透光率較高�����,介電性能好�,吸水性小�����,但水敏性強(qiáng)(含水量不得超過0.2%),且吸水后會(huì)降解�。力學(xué)性能很好,抗沖擊抗蠕變性能突出��,但耐磨性較差�;成型特點(diǎn):熔融溫度高(超過3300C才嚴(yán)重分解),但熔體粘度大����,流動(dòng)性差(溢邊值為0.06
14、mm)�,流動(dòng)性對(duì)溫度變化敏感,冷卻速度快�, 成型收縮率小,易產(chǎn)生應(yīng)力集中[2]�。
根據(jù)上面的原材料的特點(diǎn)再結(jié)合所制造塑件的形狀得到以下結(jié)論:
1.熔融溫度高且熔體粘度大,對(duì)于大于200g的塑件應(yīng)用螺桿式注射機(jī)成型�,噴嘴宜用敞開式延伸噴嘴,并加熱��,嚴(yán)格控制模具溫度���,一般在70~1200為宜,模具應(yīng)用耐磨鋼,并淬火���。
2.水敏性強(qiáng)�,加工前必須干燥處理�,否則會(huì)出現(xiàn)銀絲、氣泡及強(qiáng)度顯著下降現(xiàn)象�����。
3.易產(chǎn)生應(yīng)力集中�����,嚴(yán)格控制成型條件���,塑件成型后需退火處理����,消除內(nèi)應(yīng)力�;塑件壁不宜厚,避免有尖角���、缺口和金屬嵌件造成應(yīng)力集中���,脫模斜度宜取2�。
2.2 塑件的尺寸精
15����、度分析
該塑件尺寸精度無特殊要求,所有尺寸均為自由尺寸����,可按MT5查取公差,其主要尺寸公差標(biāo)注如下(單位均為mm):
塑件外形尺寸: (略)
孔尺寸: (略)
孔心距尺寸: (略)
2.3 塑件表面質(zhì)量分析
該塑件要求外形美觀����,色澤鮮艷,外表面沒有斑點(diǎn)及熔接痕���,粗糙度可取Ra0.4μm�。而塑件內(nèi)部沒有較高的表面粗糙度要求���。
2.4 塑件的結(jié)構(gòu)工藝性分析
(1)從圖紙上分析�,該塑件的外形為回轉(zhuǎn)體����,壁厚均勻���,且符合最小壁厚要求。(2)塑件型腔較大�����,有尺寸不等的孔��,如Ф12����、4-Ф10����、4-Ф4.5、4-Ф5它們均符合最小孔徑要求�。
(3)在塑件內(nèi)壁有4個(gè)高2.
16、2�,長11的內(nèi)凸臺(tái)。因此��,塑件不易取出����。需要考慮側(cè)抽裝置����。
結(jié)論:綜上所述�����,該塑件可采用注射成型加工���。
2.5 確定成型工藝參數(shù)
查閱相應(yīng)的表格得出工藝參數(shù)見下表�����,試模時(shí)可根據(jù)實(shí)際情況作適當(dāng)調(diào)整��。
表2.1 成型工藝參數(shù)
聚碳酸脂
預(yù)熱和干燥
溫度t/℃110~120
成型時(shí)間
注射時(shí)間
20~90
時(shí)間τ/h8~12
保壓時(shí)間
0~5
料筒溫度t/℃
后段
210~240
冷卻時(shí)間
20~90
中段
230~280
總周期
40~190
前段
240~285
螺桿轉(zhuǎn)速n/(rmin-1)
28
噴嘴溫度t/
17���、℃
240~250
后處理
方法
紅外線燈
模具溫度t/℃
70(90)~120
溫度t/℃
鼓風(fēng)烘箱100~110
注射壓力p/Ma
80~130
時(shí)間r/h
8~12
3 成型零部件的設(shè)計(jì)
3.1 型腔尺寸的確定
型腔可采用整體式或組合式結(jié)構(gòu)。由于該塑件尺寸較大�����,最大達(dá)φ170mm���,且形狀復(fù)雜�����,有錐面過渡���。若采用整體式型腔��,加工和熱處理都較困難。所以�,采用拼塊組合式,型腔的底部大面積鑲拼結(jié)構(gòu)�����。
查有關(guān)手冊(cè)[3]得PC的收縮率為Q=0.5%~0.7%��,故平均收縮率為:Scp=(0.5+0.7)%/2=0.6%=0.0
18����、06,根據(jù)塑件尺寸公差要求��,模具的制造公差取Z=Δ/3�。
表3.1 型腔尺寸
已知條件:平均收縮率SCP =0.006mm;模具的制造公差取Z=Δ/3����。
類別
零件圖號(hào)
模具零件名稱
塑件尺寸
計(jì)算公式
型腔工作尺寸
型腔的計(jì)算
件25
導(dǎo)滑板(型腔1)
小端對(duì)應(yīng)的型腔
φ690-0.86
Lm=(Ls+LsScp%-3/4Δ)0+Z
φ68.770+0.22
φ700-0.86
φ69.780+0.22
3.2 型芯尺寸的確定
型芯型腔可采用整體式或組合式結(jié)構(gòu)�?����?紤]模具溫度調(diào)節(jié)���,型芯采用整體式結(jié)構(gòu)��。
表3.2 型芯尺寸
19��、
已知條件:平均收縮率SCP =0.006mm����;模具的制造公差取Z=Δ/3�。
類別
零件圖號(hào)
模具零件名稱
塑件尺寸
計(jì)算公式
型芯工作尺寸
型腔的計(jì)算
件25
導(dǎo)滑板(型腔1)
內(nèi)凸對(duì)應(yīng)的型芯
φ1140+1.14
lm=(ls+lsScp%+3/4Δ)0-Z
φ115.540-0.29
φ1210+1..28
φ122.680-0.32
4 澆注系統(tǒng)的設(shè)計(jì)
4.1 分型面的選擇
在選擇分型面時(shí),根據(jù)分型面的選擇原則��,考慮不影響塑件的外觀質(zhì)量以及成型后能順利取出塑件��,有兩種分型面的選擇方案����。
20���、圖4.1 圖4.2
圖4.1小端為分型面, 圖4.2大端為分型面。本文采用圖4.2這種方案�����,側(cè)面抽芯機(jī)構(gòu)設(shè)在動(dòng)模部分�����,模具結(jié)構(gòu)也較為簡單�。所以����,選塑件大端底平面作為分型面較為合適。
4.2 確定澆口形式及位置
由于該塑件外觀質(zhì)量要求較高�,澆口的位置和大小應(yīng)以不影響塑件的外觀質(zhì)量為前提。同時(shí)�,也應(yīng)盡量使模具結(jié)構(gòu)更簡單。澆口位置在塑件內(nèi)表面����,不影響其外觀質(zhì)量。可以采用潛伏式澆口�����,但采用這種澆口形式增加了模具結(jié)構(gòu)的復(fù)雜程度���。
圖4.3 潛伏式澆口
點(diǎn)澆口是中心澆口的一種變異形式����。采用幾股料進(jìn)入型腔
21�、,縮短流程����,去除澆口時(shí)較方便,但有澆口痕跡����。模具結(jié)構(gòu)較潛伏式澆口的模具結(jié)構(gòu)簡單。
圖4.4 點(diǎn)澆口
針澆口或菱形澆口��,采用這種澆口����,可獲得外觀清晰,表面光澤的塑件。但是模具需要設(shè)計(jì)成雙分型面�����,以便脫出澆注系統(tǒng)凝料�,增加了模具結(jié)構(gòu)的復(fù)雜程度,但能保證塑件成型要求����。
圖4.5 針澆口或菱形澆口
綜合對(duì)塑料成型性能和澆口的分析比較,確定成型該塑件的模具采用點(diǎn)澆口形式�。
4.3 設(shè)計(jì)主流道及分流道形狀和尺寸
4.3.1 主流道設(shè)計(jì)
根據(jù)手冊(cè)查得xs-zy-250型注射機(jī)噴嘴的有關(guān)尺寸:
噴嘴球面半徑R0=18mm
噴嘴孔直徑:d
22、0=φ4mm
根據(jù)模具主流與噴嘴的關(guān)系:
R=R0+(1~2)mm
d=d0+0.5 mm
圖4.6 主流道
4.3.2 分流道的設(shè)計(jì)
分流道的形狀及尺寸與塑件的體積���、壁厚�、形狀的復(fù)雜程度����、注射速率等因素有關(guān)����。
該塑件的體積比較大,但形狀不算太復(fù)雜����,且壁厚均勻����,可考慮采用多點(diǎn)進(jìn)料方式���,縮短分流道長度��,有利于塑件的成型和外觀質(zhì)量的保證��。
本例從便于加工的方面考慮�,采用截面形狀為半圓形的分流道��。查有關(guān)手冊(cè)得流道半徑R=5mm��。
圖4.7 分流道
5 推出機(jī)構(gòu)的設(shè)計(jì)
5.1 推桿的設(shè)計(jì)
根據(jù)塑件的形狀特點(diǎn)�,模具型腔
23、在動(dòng)模部分�,開模后,塑件留在型腔���。推出機(jī)構(gòu)可采用推塊推出或推桿推出�����。推塊推出結(jié)構(gòu)可靠���,頂出力均勻�,不影響塑件的外觀質(zhì)量����,但塑件上有圓弧過渡,推塊制造困難����;推桿推出結(jié)構(gòu)簡單,推出平穩(wěn)可靠����,雖然推出時(shí)會(huì)在塑件上留下頂出痕跡,但塑件頂部裝配后使用時(shí)并不影響外觀�����。
從以上分析得出:該塑件采用推桿推出機(jī)構(gòu)��。
5.2 側(cè)抽芯機(jī)構(gòu)的設(shè)計(jì)
抽芯距的計(jì)算
S抽=h+(2~3)=(121-114)/2+2.5 =6mm
滑塊傾角的確定
本例抽芯距較小��,選擇α=10���。
確定斜滑塊尺寸
斜滑塊在件25導(dǎo)滑板中導(dǎo)滑��,導(dǎo)滑板的高度設(shè)計(jì)為85mm��,
斜滑塊在件25導(dǎo)
24��、滑板中能導(dǎo)滑的行程40mm(考慮限位螺釘?shù)陌惭b尺寸和推出行程)�。
S實(shí)際=tga40= tg1048=0.17640=7.04 mm> S抽
滿足抽芯距要求����。
圖5.1 斜滑塊抽芯
圖5.2 斜銷抽芯
6 注射機(jī)的選擇
6.1 計(jì)算塑件的體積和重量
1 計(jì)算塑件的體積:V=200172.30mm3(過程略)
2 計(jì)算塑件的重量:根據(jù)有關(guān)手冊(cè)查得ρ=1.2Kgdm3
所以,塑件的重量為:W=ρV=200172.301.210-3=240.20g
根據(jù)塑件形狀及尺寸采用一模
25�、一件的模具結(jié)構(gòu),考慮外形尺寸及注射時(shí)所需的壓力情況��,參考模具設(shè)計(jì)手冊(cè)初選螺桿式注射機(jī):XS—ZY—250�。
6.2 模具閉合高度的確定和校核
6.2.1 模具閉合高度的確定
根據(jù)標(biāo)準(zhǔn)模架各模板尺寸及模具設(shè)計(jì)的其他零件尺寸:
定模座板H定=45mm,壓板H壓=25mm����,
型芯固定板H固=25mm,型腔板H型=93mm,
凹模鑲塊H凹=65mm,墊板H墊=35mm���,模腳H模=85mm
模具閉合高度:
H閉=H足+H動(dòng)+H導(dǎo)+H型+H固+H流+H定
=85mm+35mm+65mm+93mm+25mm+25mm+45mm
26���、 =373mm
6.2.2 模具安裝部分的校核
該模具的外形尺寸為365mm315mm ��,XS-ZY-250型注射機(jī)模板最大安裝尺寸為598520����,故能滿足模具安裝要求���。
XS-ZY-250型注射機(jī)所允許模具的最小厚度為Hmin=165mm���,最大厚度Hmax=350mm即模具不滿足Hmin≤H≤Hmax的安裝條件。
所以�����,另選注射機(jī)XS-ZY-500���,即可滿足模具安裝要求�。
6.3 模具開模行程校核
經(jīng)查資料型注射機(jī)XS-ZY-500的最大開模行程s=500mm,滿足下式計(jì)算所需的出件要求:
s>=H1+H2+a+(5~10)mm
27����、
=40+133+95+7
=275mm
此外,由于側(cè)分型抽芯距較短�����,不會(huì)過大增加開模式距離��,注射機(jī)的開模行程足夠�����。
經(jīng)驗(yàn)證XS-ZY-500型注射機(jī)能滿足使用要求���,故可以采用���。
7 模架的選擇
本塑件采用點(diǎn)澆口注射成型,根據(jù)其結(jié)構(gòu)形式����,選擇A4型模架。
圖7.1 模架
7 結(jié)論
(略)
注:此處應(yīng)該從論文寫作過程即模具設(shè)計(jì)過程中遇到了哪些問題��,采用了什么方法進(jìn)行解決����,通過本篇論文的寫作所獲得心得等方面進(jìn)行總結(jié)。(字?jǐn)?shù)應(yīng)在300字左右)
【參考文獻(xiàn)】
[1] 王志明�����,姚來根,李書紳等. 塑料制品在日常生活中的重要性[J]. 成都航空職業(yè)學(xué)院學(xué)報(bào)�����,2003�����,23(3):156-162
[2] 施梅梧�,姚穆. 塑料的品種及特性[J]. 西北紡織工學(xué)院學(xué)報(bào),2001�����,15(2):29-32
[3] 齊衛(wèi)東. 塑料模具設(shè)計(jì)與制造[M]. 北京:高等教育出版社�����,2004:1
附 圖
注:此處要將非標(biāo)準(zhǔn)的零件圖和模具裝配圖附在此處�����。(零件圖要用A4紙,裝配圖用A2紙�,可以電腦繪圖,也可以手繪)��。
 機(jī)械加工工藝設(shè)計(jì)模具專業(yè)畢業(yè)論文
機(jī)械加工工藝設(shè)計(jì)模具專業(yè)畢業(yè)論文