《沖壓工藝與模具設(shè)計(jì) 第5章其他沖壓成形方法》由會(huì)員分享��,可在線閱讀����,更多相關(guān)《沖壓工藝與模具設(shè)計(jì) 第5章其他沖壓成形方法(19頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索。
1�����、第5章 其他沖壓成形方法
從表1.2可見,除彎曲和拉深外����,成形工序中還有很多方法,其中比較常用的有脹形�、翻邊、擴(kuò)口����、縮口等。這些工序的基本特征為局部變形���,因此�,也常統(tǒng)稱為(狹義)成形工序�����。成形工序一般安排在沖裁�、彎曲、拉深之后����。
5.1 脹 形
板料/空心工序件/空心半成品在雙向拉應(yīng)力作用下����,產(chǎn)生擴(kuò)張(鼓凸)變形�����,獲得表面積增大(厚度變薄)的制件的沖壓成形方法稱為脹形���。常見的脹形件有板料的壓花(筋)件、肚形搪瓷制品�、自行車管接頭、波紋管等���,以及汽車車身的某些覆蓋件�。
脹形的種類可從坯料形狀����、坯料所處狀態(tài)、所用模具���、所用能源�、成形方式等角度作出區(qū)分��,其中最基本的是按變形區(qū)所占比
2、例劃分為局部脹形和整體脹形��,最常用的是平板坯料局部脹形和空心坯料脹形���。
5.1.1 脹形變形特點(diǎn)
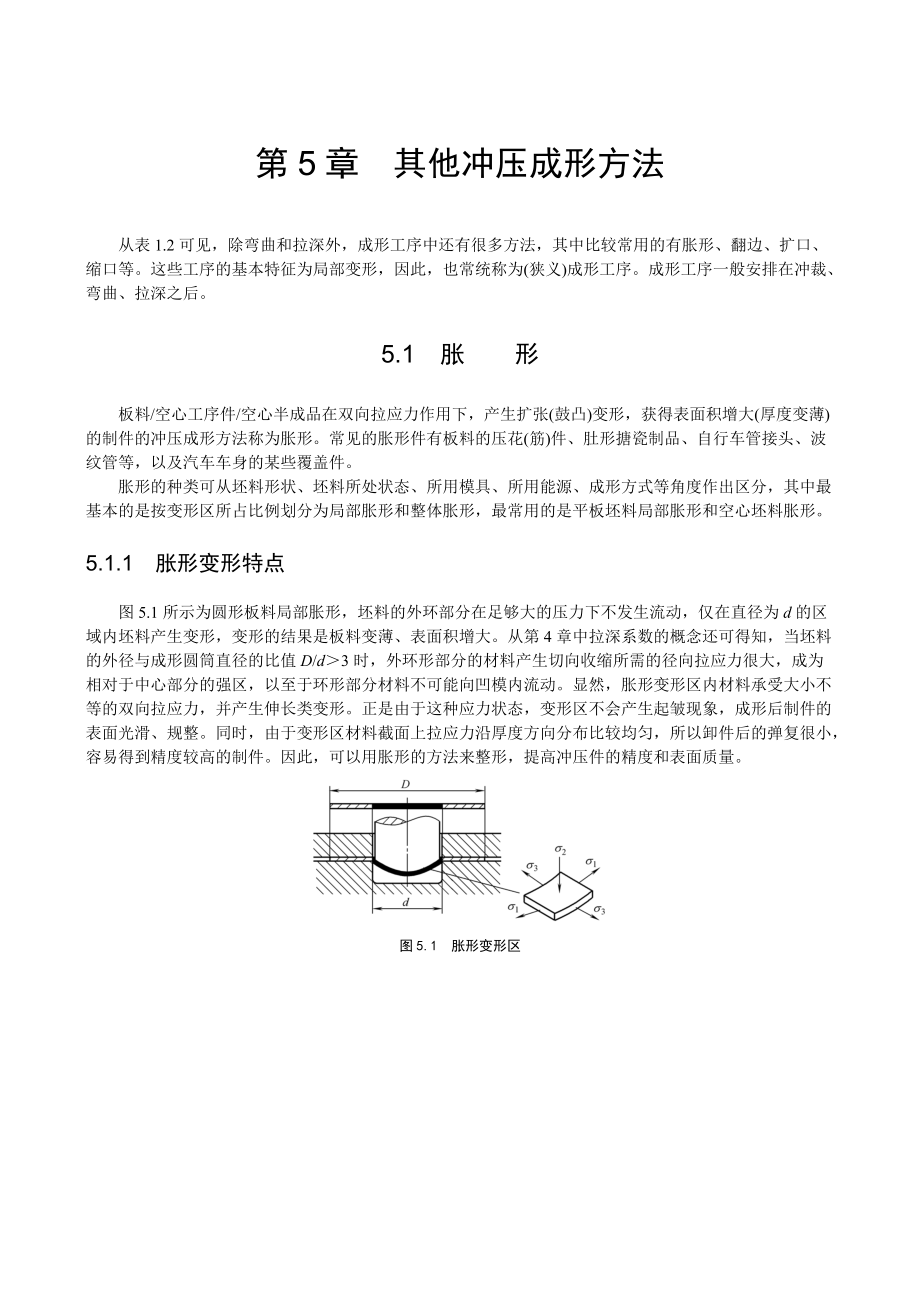
圖5.1所示為圓形板料局部脹形��,坯料的外環(huán)部分在足夠大的壓力下不發(fā)生流動(dòng)��,僅在直徑為d的區(qū)域內(nèi)坯料產(chǎn)生變形��,變形的結(jié)果是板料變薄���、表面積增大。從第4章中拉深系數(shù)的概念還可得知����,當(dāng)坯料的外徑與成形圓筒直徑的比值D/d>3時(shí),外環(huán)形部分的材料產(chǎn)生切向收縮所需的徑向拉應(yīng)力很大�,成為相對(duì)于中心部分的強(qiáng)區(qū),以至于環(huán)形部分材料不可能向凹模內(nèi)流動(dòng)���。顯然��,脹形變形區(qū)內(nèi)材料承受大小不等的雙向拉應(yīng)力���,并產(chǎn)生伸長(zhǎng)類變形����。正是由于這種應(yīng)力狀態(tài)���,變形區(qū)不會(huì)產(chǎn)生起皺現(xiàn)象,成形后制件的表面光滑����、規(guī)整。同時(shí)��,由于變形區(qū)材料
3����、截面上拉應(yīng)力沿厚度方向分布比較均勻,所以卸件后的彈復(fù)很小��,容易得到精度較高的制件����。因此,可以用脹形的方法來整形����,提高沖壓件的精度和表面質(zhì)量�。
圖5.1 脹形變形區(qū)
�5.1.2 平板坯料局部脹形
平板坯料局部脹形又叫起伏成形����,它是依靠平板材料的局部拉伸,使坯料或制件局部表面積增大����,形成局部的下凹或凸起。生產(chǎn)中常見的有壓花���、壓包��、壓字���、壓筋等(如圖5.2所示)。
經(jīng)過起伏成形后的制件����,由于形狀改變引起慣性矩發(fā)生變化,再加上材料的冷作硬化作用�����,所以能夠有效地提高制件的剛度和強(qiáng)度。
在起伏成形中���,由于摩擦力的關(guān)系���,變形區(qū)材料的變薄、伸長(zhǎng)并不均勻�����。在某個(gè)位置上最為嚴(yán)重�,該部位的伸長(zhǎng)應(yīng)
4��、變最先達(dá)到最大值���。若進(jìn)一步增大變形程度��,即會(huì)發(fā)生迸裂�。
圖5.2 起伏成形
起伏成形的極限變形程度由許可的拉伸變薄量決定���,主要受材料性能���、制件幾何形狀�����、模具結(jié)構(gòu)��、脹形方法及潤(rùn)滑條件等因素影響����,很難用某種計(jì)算方法來準(zhǔn)確表示����。特別是復(fù)雜形狀的制件,成形部分各處的應(yīng)力應(yīng)變分布比較復(fù)雜����,計(jì)算的結(jié)論誤差比較大。所以����,其危險(xiǎn)部位和極限變形程度一般通過試驗(yàn)方法確定。但對(duì)于比較簡(jiǎn)單的筋條類起伏成形件(如圖5.3所示)���,則可按下式近似地確定其極限變形程度
n=(l-l0)/l0<(0.70~0.75)
式中:n ——極限變形程度��;
l0 ——起伏成形前材料的長(zhǎng)度����;
l ——起伏成形后制件輪廓的
5、長(zhǎng)度���;
圖5.3 起伏成形前后材料的長(zhǎng)度
�——材料單向拉伸的伸長(zhǎng)率��。
系數(shù)(0.70~0.75)視局部脹形的形狀而定���,球形筋取大值,梯形筋取小值�。
如果制件要求的局部脹形量超過極限變形程度,可以采用分步方法解決(如圖5.4所示)���。第1道工序脹成大直徑的球形(或錐形)�,以求在較大范圍內(nèi)聚料和盡可能地均勻變形��。第2道工序再得到所要求的尺寸�����。第1道成形的表面積應(yīng)略小于最后成形的表面積���,以便通過第2次成形使表面積再略微增大����,起到整形作用���,避免制件起皺����。
壓筋����、壓凸的形式和尺寸可參考表5.1。當(dāng)起伏成形的筋(或包)與制件外邊緣的距離小于3倍板料厚度時(shí)�,成形過程中邊緣材料會(huì)向內(nèi)收縮(如圖
6、5.5所示)�。對(duì)于要求較高的制件應(yīng)預(yù)先留出切邊余量,成形后修切整齊�����。也可以增大壓邊力��,阻止材料向內(nèi)滑動(dòng)��,保持邊緣規(guī)整。
圖5.4 深度較大的局部脹形法
圖5.5 起伏成形距邊緣的最小尺寸
表5.1 壓筋壓凸的形式和尺寸
名 稱
圖 例
R
h
D或B
r
a(°)
壓 筋
(3~4)t
(2~3)t
(7~10)t
(1~2)t
—
壓 凸
—
(1.5~2)t
≥3h
(0.5~1.5)t
15~30
��圖 例
D/mm
L/mm
t/mm
6.5
10
6
8.5
13
7.5
10.5
7���、
15
9
13
18
11
15
22
13
18
26
16
24
34
20
31
44
26
36
51
30
43
60
35
48
68
40
55
78
45
在曲柄壓力機(jī)上對(duì)薄板(t<1.5mm)����、小制件(面積A<2000mm2)進(jìn)行局部脹形時(shí)(加強(qiáng)筋除外)其沖壓力可按下式近似計(jì)算:
P = AKt2
式中:P ——沖壓力(N)�����;
A ——脹形面積(mm2)���;
t ——板料厚度(mm)��;
K ——系數(shù)���,鋼 K=(200~300)N/mm4,黃銅 K=(50~200)N/mm4���。
加強(qiáng)筋所需沖壓力可按下式
8���、近似計(jì)算:
P = LtK
式中:P ——沖壓力(N)����;
L ——脹形區(qū)的周邊長(zhǎng)度(mm)�;
t ——板料厚度(mm)���;
——材料抗拉強(qiáng)度(MPa)����;
K ——系數(shù)����。一般K=0.7~1.0,筋窄而深取大值����,反之取小值。
5.1.3 空心坯料脹形
1. 極限脹形系數(shù)
空心坯料的脹形俗稱凸肚成形�,成形時(shí)材料沿徑向拉伸,將空心坯料(空心工序件或管坯)向外擴(kuò)張�,脹出所需凸起形狀。脹形過程中材料變形部位的切向和母線方向均受拉應(yīng)力����,因此,脹形的變形程度受材料的極限伸長(zhǎng)率限制����,超過材料的極限伸長(zhǎng)率制件將脹裂���。變形程度以脹形系數(shù)K表示,即
K=dmax/d0
式中:dmax ——脹形
9��、后的最大直徑(中徑)����;
d0 ——坯料/工序件/半成品直徑(中徑)。
脹形系數(shù)K與坯料伸長(zhǎng)率的關(guān)系為:
=(dmax-d0)/d0=K-1
脹形件每個(gè)橫截面的大小很可能不一致���,危險(xiǎn)截面在變形最大處(dmax)��,設(shè)計(jì)時(shí)應(yīng)特別注意����。有些制件有強(qiáng)度要求�,脹形件不可避免地會(huì)出現(xiàn)材料變薄而影響強(qiáng)度。因此�����,脹形系數(shù)不宜取極限值��。表5.2是一些材料的極限脹形系數(shù)(極限變形程度)的實(shí)驗(yàn)值�。
表5.2 極限脹形系數(shù)
材 料
厚度/mm
材料許用伸長(zhǎng)率(%)
極限脹形系數(shù)K
高塑性鋁合金
0.5
25
1.25
純鋁
1.0
1.2
2.0
28
32
32
1.28
10、
1.32
1.32
低碳鋼
0.5
1.0
20
24
1.20
1.24
耐熱不銹鋼
0.5
1.0
26~32
28~34
1.26~1.32
1.28~1.34
2. 脹形工序件計(jì)算(參見圖5.6)
圖5.6 脹形前后尺寸的變化
工序件直徑(中徑)
d0=dmax/K
工序件長(zhǎng)度
L0=L[1+(0.3~0.4)]+b
式中:L——制件的母線長(zhǎng)度�;
——制件切向最大伸長(zhǎng)率;
b——切邊余量�����,一般取5~15mm�。
切邊余量與材料的塑性應(yīng)變比(r值)及模具的粗糙度有關(guān),各向異性小者�,b取小值。這點(diǎn)與拉深相同�。系數(shù)(0.3~0.4)為
11、切向伸長(zhǎng)而產(chǎn)生高度縮小的因素���。
由于材料的不均勻變薄�����,工序件的計(jì)算很難準(zhǔn)確���,需多次試驗(yàn)才能確定。
3. 脹形的幾種方法
脹形的方法一般有機(jī)械脹形��、橡皮脹形、液壓脹形�。
(1) 機(jī)械脹形(剛模脹形)
典型機(jī)械脹形如圖5.7所示。它是利用錐形芯塊4將分瓣凸模2頂開���,使坯料脹成所需形狀�����。這種方法模具結(jié)構(gòu)較為復(fù)雜��。由于凸模分開后存在間隙且周向位移難以一致����,因此只能應(yīng)用于脹形量小且精度不高的制件�����。圖5.8是機(jī)械脹形的另一種方法�,它采用機(jī)械式無凸模脹形法。凹模分上下2塊���,杯形工序件/半成品放置于下凹模6中�����,成形時(shí)芯軸2先進(jìn)入工序件/半成品內(nèi)將其定位����,保證杯壁不失穩(wěn)�,繼而對(duì)其進(jìn)行鐓壓。由于凹模及芯
12��、軸的約束作用�����,工序件/半成品只有在中間空腔處變形�,達(dá)到脹形的目的。這種方法只適用于較小的局部變形�。
圖5.7 滑塊式機(jī)械脹形
1—凹模;2—分瓣凸模���;3—拉簧�����;4—錐形芯塊
�
圖5.8 無凸模機(jī)械脹形
1—上凹模�;2—芯軸;3—頂桿�����;4—推件塊����;5—頂件塊;6—下凹模
(2) 橡皮脹形
橡皮脹形如圖5.9所示��。在壓力作用下橡皮變形���,使制件沿凹模脹出所需形狀���。所用橡皮應(yīng)具有彈性好、強(qiáng)度高和耐油等特點(diǎn)���,以聚氨酯橡膠為好�����。
(3) 液壓脹形
液壓脹形如圖5.10所示��。壓力機(jī)滑塊下行時(shí)�����,先將灌注有定量液體的工序件/半成品口部密封(可采用橡膠墊)����,滑塊繼續(xù)下行,通過液體將高壓
13�、傳遞給工序件/半成品內(nèi)腔,使其變形����。這種方法靠液體傳力��,在無摩擦狀態(tài)下成形�����,受力均勻且流動(dòng)性很好�����,因此可以制作很復(fù)雜的脹形件(如皮帶輪等)�。這種方法工藝較復(fù)雜,成本較高�����。
圖5.9 橡皮脹形
圖5.10 液壓脹形
1—凸模;2—凹模(2塊)����;3—橡皮
1—凸模;2—凹模���;3—油
橡皮脹形和液壓脹形又稱軟凸模脹形��。
4. 脹形力
軟凸模脹形所需的單位壓力p�,可由變形區(qū)內(nèi)單元體的平衡條件求得�。
當(dāng)坯料兩端固定,且不產(chǎn)生軸向收縮時(shí)
當(dāng)坯料兩端不固定����,允許軸向自由收縮時(shí),可近似按下式計(jì)算:
p=(t/rmax)
式中:p——軟凸模脹形所需的單位壓力(MPa)���;
14�����、——材料屈服點(diǎn)���,脹形的變形程度大時(shí)����,其值應(yīng)由材料硬化曲線確定(MPa)����;
t——板料厚度(mm);
rmax���,R——脹形制件緯向和經(jīng)向曲率半徑(mm)��。
剛模脹形所需壓力的近似計(jì)算可參考有關(guān)手冊(cè)�。
5.2 翻 邊
翻邊主要用于制出與其他零件裝配的部位(如螺紋底孔等)�,或者為了提高制件的剛度而加工出的特定形狀���,在大型板金成形時(shí)��,也可作為控制破裂或褶皺的手段�。
按工藝特點(diǎn)����,翻邊可分為內(nèi)孔(圓孔/非圓孔)翻邊���、外緣翻邊(含內(nèi)曲翻邊和外曲翻邊)等;按變形性質(zhì)可分為伸長(zhǎng)類翻邊����、壓縮類翻邊以及屬于體積成形的變薄翻邊等。伸長(zhǎng)類翻邊的變形區(qū)為二向拉應(yīng)力狀態(tài)���,沿切向作用的拉應(yīng)力是最大主應(yīng)力
15�、���,在該方向發(fā)生伸長(zhǎng)變形�,而厚度變薄��,在邊緣易發(fā)生破裂����。壓縮類翻邊的變形區(qū)為切向受壓、徑向受拉的應(yīng)力狀態(tài)�,沿切向作用的壓應(yīng)力為絕對(duì)值最大主應(yīng)力,在該方向發(fā)生壓縮變形�,而厚度增厚,在邊緣易發(fā)生起皺��。
按坯料的狀況,翻邊還可分為平面翻邊和曲面翻邊�����。本書只討論平面翻邊�����。
5.2.1 圓孔翻邊
1. 圓孔翻邊的變形情況及極限翻邊系數(shù)
圓孔翻邊是在制件或板料上將制好的孔直接沖制出豎立邊緣的成形方法(如圖5.11所示)��。翻邊的變形區(qū)為凹模圓角區(qū)之內(nèi)的環(huán)形區(qū)��,其變形情況是�,把板料內(nèi)孔邊緣向凹模洞口彎曲的同時(shí),將內(nèi)孔沿圓周方向拉長(zhǎng)而形成豎邊�����。從坐標(biāo)網(wǎng)格的變化看出��,不同直徑的同心圓平面���,變成了直徑相同的
16、柱面�����,厚度變薄,而同心圓之間的距離變化則不顯著��。因此����,在通過翻邊后得到的柱面軸心線的平面內(nèi),可以將翻邊變形近似看作彎曲(但厚度變化規(guī)律不同)���。
圖5.11 圓孔翻邊時(shí)的應(yīng)力與變形情況
�翻邊變形區(qū)受二向拉應(yīng)力即切向拉應(yīng)力和徑向拉應(yīng)力的作用�����。切向拉應(yīng)力是最大主應(yīng)力��,在孔口處達(dá)到最大值�����,此值若超過材料的允許值���,翻邊即會(huì)破裂。因此孔口邊緣的許用變形程度決定了翻邊能否順利進(jìn)行。變形程度以翻邊系數(shù)K表示���,即
K=d/D
式中:d——翻邊前預(yù)制孔直徑����;
D——翻邊后直徑(中徑)���。
K值愈小變形程度愈大����。翻邊時(shí)孔口不破裂可能達(dá)到的最小值稱為極限翻邊系數(shù)Kmin�����。影響Kmin的因素有材料塑性
17�����、��、孔的邊緣狀況����、翻邊凸模的形式����、d/t(相對(duì)厚度)等��。翻邊工藝設(shè)計(jì)時(shí)可針對(duì)這些因素采用工藝措施以利于翻邊進(jìn)行��。
表5.3是低碳鋼圓孔翻邊的極限翻邊系數(shù)�。
表5.3 低碳鋼的圓孔極限翻邊系數(shù)Kmin
凸模型式
孔的加工
方法
比 值 d/t
100
50
35
20
15
10
8
6.5
5
3
1
球 形
鉆孔去毛刺
0.70
0.60
0.52
0.45
0.40
0.36
0.33
0.31
0.30
0.25
0.20
沖 孔
0.75
0.65
0.57
0.52
0.48
0.45
0.44
0
18��、.43
0.42
0.42
-
圓柱形
平底
鉆孔去毛刺
0.80
0.70
0.60
0.50
0.45
0.42
0.40
0.37
0.35
0.30
0.25
沖 孔
0.85
0.75
0.65
0.60
0.55
0.52
0.50
0.50
0.48
0.47
-
翻邊后豎邊邊緣的厚度小于坯料厚度�����,其值可按下式估算:
t′= t= t
式中:t′——翻邊后豎邊邊緣厚度�����;
t——板料或坯料的原始厚度��;
K——翻邊系數(shù)����。
2. 圓孔翻邊的工藝計(jì)算
平板坯料圓孔翻邊的尺寸計(jì)算參見圖5.11。翻邊前需在坯料上加工
19����、預(yù)制孔����,按彎曲成形展開料的原則可求出預(yù)制孔直徑
d = D-2(H-0.43r-0.72t)
式中符號(hào)表示參見圖5.11����。
翻邊高度
H =(D-d)/2+0.43r+0.72t
將K=d/D代入可得
H=D(1-K)/2+0.43r+0.72t
若以極限翻邊系數(shù)Kmin代入,即可求出一次翻邊可達(dá)到的極限翻邊高度Hmax
Hmax=D(1-Kmin)/2 + 0.43r +0.72t
當(dāng)制件高度大于Hmax時(shí)����,說明不可能在一次翻邊中直接成形,需增加其他工序���,如加熱翻邊���、多次翻邊或先拉深、沖孔再翻邊等方法��。
多次翻邊的制件應(yīng)在2次工序之間進(jìn)行退火�,以消除前次翻邊的冷作硬化。后
20�、續(xù)翻邊的極限翻邊系數(shù)
= (1.15~1.20)Kmin
先拉深,再在底部沖孔再翻邊的方法如圖5.12所示�����。
圖5.12 拉深后再翻邊
在拉深件底部沖孔翻邊時(shí)���,應(yīng)先決定翻邊所能達(dá)到的最大高度h��,根據(jù)翻邊高度h及制件高度H來確定拉深高度�。按中性層長(zhǎng)度不變?cè)瓌t計(jì)算翻邊高度
h = -≈0.57r
極限翻邊高度
hmax =D(1-Kmin)/2+0.57r
預(yù)制孔直徑
d = D-2h + 1.14r
拉深高度
h′= H-h(huán) + r + t
上述各式中符號(hào)表示如圖5.12所示���。
由于圓孔翻邊的變形區(qū)材料在切向拉應(yīng)力及徑向壓應(yīng)力的作用下會(huì)產(chǎn)生變薄及伸長(zhǎng)����,按上述板料
21����、中性層長(zhǎng)度不變?cè)瓌t推導(dǎo)出的關(guān)系式有不同程度的誤差。還有一種按體積不變?cè)瓌t推導(dǎo)出的計(jì)算關(guān)系式�����,但也不十分精確����。同時(shí)�����,需要指出的是����,影響圓孔翻邊高度的因素還有很多����,如不同的板料、不同的凸模都可能產(chǎn)生不同的影響��。若預(yù)制孔在拉深之前加工好���,拉深過程中�����,該孔的尺寸可能產(chǎn)生變化����,也會(huì)影響計(jì)算的翻邊高度�。因此,在生產(chǎn)實(shí)際中往往通過現(xiàn)場(chǎng)試驗(yàn)來檢驗(yàn)和校正上述關(guān)系式的計(jì)算值���。
3. 無預(yù)制孔翻邊
無預(yù)制孔翻邊多應(yīng)用于薄板小孔翻邊件���。翻邊前不預(yù)先加工孔�����,翻邊時(shí),凸模的尖錐形頭部先刺破板料����,繼而進(jìn)行翻邊。這種翻邊形式得到的翻邊件口部不易規(guī)整����,但生產(chǎn)效率較高,在電器產(chǎn)品的零件中常有應(yīng)用����。
4. 翻邊凸模翻邊力與壓
22、邊力
翻邊凸模的形狀(如圖5.13所示)對(duì)翻邊力的影響很大����,理論分析與實(shí)踐證明,拋物線形凸模的翻邊力最小��,依次增大的為球形凸模、錐形凸模���、柱形凸模����。拋物線形凸模的加工難度最大�����。如設(shè)備噸位足夠大����,應(yīng)盡量采用形狀簡(jiǎn)單的凸模。
圖5.13 圓孔翻邊凸模的形狀和尺寸
不同形狀凸模翻邊力的計(jì)算式為:
柱形凸模 P = 1.1t(D-d)
球形凸模 P = 1.2Dtm
式中:P ——翻邊力(N)���;
t ——板料厚度(mm)�����;
D ——翻孔中徑(mm)����;
d ——預(yù)制孔直徑(mm)���;
——材料的抗拉強(qiáng)度(MPa)
23��、��;
m ——系數(shù)(見表5.4)����。
表5.4 翻邊力計(jì)算的m值
翻邊系數(shù)
0.5
0.6
0.7
0.8
系數(shù)m
0.2~0.25
0.14~0.18
0.08~0.12
0.05~0.07
翻邊時(shí)一般要采用壓邊圈施加壓邊力。壓邊力的作用是保證非翻邊區(qū)不產(chǎn)生流動(dòng)和變形���,所以壓邊力要較大。特別是外法蘭部分面積較小的翻邊件壓力要更大����。壓邊力的計(jì)算可參照拉深壓邊力計(jì)算并取偏大值。外法蘭部分面積比翻邊孔大得愈多��,壓邊力愈小��,甚至可不需壓邊力�����。
5.2.2 外緣翻邊
外緣翻邊有外曲翻邊和內(nèi)曲翻邊兩種情況(如圖5.14所示)��。
圖5.14 外緣翻邊
外曲翻邊的變形
24、狀況近似于淺拉深���,變形區(qū)主要為切向受壓���,屬于壓縮類變形,壓應(yīng)力從中間部位向兩側(cè)遞減����,因此變形后翻邊高度從中間部位向兩側(cè)遞減。內(nèi)曲翻邊的變形狀況近似于圓孔翻邊�����,變形區(qū)主要為切向受拉���,屬于伸長(zhǎng)類變形��,拉應(yīng)力從中間部位向兩側(cè)遞減��,因此變形后翻邊高度從中間部位向兩側(cè)遞增�����?�?梢?��,對(duì)于精度要求較高的外緣翻邊制件�����,變形區(qū)坯料要給一定的修正量(可查手冊(cè)或由試驗(yàn)確定)�����。
外曲翻邊變形程度��,可以表述為
=b/(R+b)
內(nèi)曲翻邊變形程度��,可以表述為
=b/(R-b)
表5.5給出了幾種常用材料在外緣翻邊時(shí)的允許變形程度。
表5.5 外緣翻邊允許的變形程度
材料名稱及牌號(hào)
×100
×100
25�、材料名稱及牌號(hào)
×100
×100
橡皮
成形
模具
成形
橡皮
成形
模具
成形
橡皮
成形
模具
成形
橡皮
成形
模具
成形
鋁
合
金
L4軟
25
30
06
40
黃
銅
H62軟
30
40
8
45
L4硬
05
08
03
12
H62半硬
10
14
4
16
LF21軟
23
30
06
40
H68軟
35
45
8
55
LF21硬
05
08
03
12
H68半硬
10
14
4
16
LF2軟
20
25
06
35
26、鋼
10
—
38
—
10
LF2硬
05
08
03
12
20
—
22
—
10
LY12軟
14
20
06
30
1Cr18Ni9軟
—
15
—
10
LY12硬
06
08
0.5
09
1Cr18Ni9硬
—
40
—
10
LY11軟
14
20
04
30
2Cr18Ni9軟
—
40
—
10
LY11硬
05
06
00
00
�5.2.3 非圓孔翻邊
圖5.15為非圓孔翻邊����。從變形情況看,可以沿孔邊分成Ⅰ��、Ⅱ、Ⅲ型3種性質(zhì)不同的變形區(qū)�,其中Ⅰ
27、型區(qū)屬于圓孔翻邊變形��,Ⅱ型區(qū)為直邊����,可看作彎曲變形,而Ⅲ型區(qū)屬于壓縮類變形����。因此,非圓孔翻邊通常是由伸長(zhǎng)類變形���、壓縮類變形�、彎曲組合起來的復(fù)合成形�����。由于Ⅱ和Ⅲ型區(qū)兩部分的變形性質(zhì)可以減輕I型部分的變形程度���,因此非圓孔翻邊系數(shù)Kf(一般指小圓弧部分的翻邊系數(shù))可小于圓孔翻邊系數(shù)K�,兩者的關(guān)系大致是:
Kf = (0.85~0.95)K
圖5.15 非圓孔翻邊
低碳鋼非圓孔的極限翻邊系數(shù)��,可根據(jù)各圓弧段的圓心角大小,查表5.6�����。
表5.6 低碳鋼非圓孔的極限翻邊系數(shù)Kfmin
/(°)
比值r/(2 t)
50
33
20
12.5~8.3
6.6
5
3.3
28����、180~360
0.80
0.60
0.52
0.50
0.48
0.46
0.45
165
0.73
0.55
0.48
0.46
0.44
0.42
0.41
150
0.67
0.50
0.43
0.42
0.40
0.38
0.375
135
0.60
0.45
0.39
0.38
0.36
0.35
0.34
120
0.53
0.40
0.35
0.33
0.32
0.31
0.30
105
0.47
0.35
0.30
0.29
0.28
0.27
0.26
90
0.40
0.3
29、0
0.26
0.25
0.24
0.23
0.225
75
0.33
0.25
0.22
0.21
0.20
0.19
0.185
60
0.27
0.20
0.17
0.17
0.16
0.15
0.15
45
0.20
0.15
0.13
0.13
0.12
0.12
0.11
30
0.14
0.10
0.09
0.08
0.08
0.08
0.08
15
0.07
0.05
0.04
0.04
0.04
0.04
0.04
0
彎 曲 變 形
非圓孔翻邊坯料的預(yù)制孔���,可以按圓孔翻邊���、
30、外緣翻邊和彎曲各型區(qū)分別展開��,然后用作圖法把各展開線交接處光滑連接起來����。
�5.3 擴(kuò) 口
擴(kuò)口也稱擴(kuò)徑,它是將管狀坯料或空心坯料的口部通過擴(kuò)口模加以擴(kuò)大的一種成形方法��。一些較長(zhǎng)制件中很難采用縮口或階梯拉深的方法實(shí)現(xiàn)變徑��,采用擴(kuò)口方法可以比較方便有效地解決�����。對(duì)于兩端直徑相差較大的管件也可采用直徑介于兩端之間的坯料���,一端縮口��,另一端擴(kuò)口的方法達(dá)到成形目的���。對(duì)于一些內(nèi)孔尺寸精度要求較高的管料還可采用這種方法整形,以提高內(nèi)孔的精度和降低粗糙度�����。幾種擴(kuò)口制件實(shí)例如圖5.16所示��。
圖5.16 擴(kuò)口制件實(shí)例
擴(kuò)口模較為簡(jiǎn)單��,一般沒有凹模�����,如圖5.17所示�。為了工作穩(wěn)定和定位準(zhǔn)確,一
31����、般在傳力區(qū)設(shè)有支承裝置或夾緊裝置�,對(duì)于長(zhǎng)度較短��、壁較厚的制件也可不用支承固定�,但應(yīng)設(shè)有可靠的定位裝置。
圖5.17 擴(kuò)口變形示意及變形區(qū)的應(yīng)力應(yīng)變狀態(tài)
A—已變形區(qū)�����;B—變形區(qū)����;C—傳力區(qū)
5.3.1 擴(kuò)口變形特點(diǎn)與擴(kuò)口系數(shù)
擴(kuò)口變形區(qū)的應(yīng)力應(yīng)變狀態(tài)如圖5.17所示。在凸模施加力的作用下����,坯料口部直徑擴(kuò)大而長(zhǎng)度變短。擴(kuò)口變形區(qū)受切向拉應(yīng)力和軸向壓應(yīng)力的雙重作用����,其中切向拉應(yīng)力較大,軸向壓應(yīng)力較小��,帶來的應(yīng)變?yōu)?,切向拉伸?yīng)變最大,孔徑擴(kuò)大����,板厚方向是壓應(yīng)變,厚度變薄�。這種應(yīng)力應(yīng)變狀態(tài)的最本質(zhì)特征與內(nèi)曲翻邊、脹形是相同的�。因此,擴(kuò)口也屬于伸長(zhǎng)類成形����。
擴(kuò)口變形程度一般用擴(kuò)口系數(shù)表
32、示���,即
K=d/d0
式中:d——擴(kuò)口后的直徑(中徑)����;
d0——擴(kuò)口前坯料/工序件/半成品的直徑(中徑)��。
極限擴(kuò)口系數(shù)是在傳力區(qū)不失穩(wěn)�����、變形區(qū)不開裂的條件下�,所能達(dá)到的最大擴(kuò)口系數(shù)�。用Kmax來表示����。此系數(shù)也是衡量擴(kuò)口能否順利進(jìn)行的重要參數(shù)。圖5.18給出了15鋼的極限擴(kuò)口系數(shù)值�����。極限擴(kuò)口系數(shù)的大小取決于坯料材料的種類��、坯料的厚度�、坯料口部規(guī)整程度、擴(kuò)口角度及擴(kuò)口時(shí)采用的設(shè)備等因素��。常用的擴(kuò)口角一般取20°~30°��。在一般情況下��,軟料��、厚料的系數(shù)會(huì)大一些�����。
圖5.18 極限擴(kuò)口系數(shù)(15鋼�,擴(kuò)口角=20°)
5.3.2 擴(kuò)口坯料尺寸和制件精度
文獻(xiàn)中記載的幾種計(jì)算擴(kuò)口
33����、坯料尺寸的理論公式實(shí)用性不強(qiáng)��。依據(jù)體積不變條件和幾何關(guān)系�,推導(dǎo)并提出的擴(kuò)口件坯料長(zhǎng)度的計(jì)算實(shí)驗(yàn)公式����,經(jīng)生產(chǎn)實(shí)踐驗(yàn)證有一定的指導(dǎo)意義,但由于影響擴(kuò)口變形的因素較復(fù)雜����,在具體應(yīng)用時(shí)還需作相應(yīng)的調(diào)整。下面介紹幾種計(jì)算實(shí)驗(yàn)公式����。
(1) 錐口形擴(kuò)口件(如圖5.19所示)
H0=(0.97~1.00)
(2) 帶圓筒形擴(kuò)口件(如圖5.20所示)
H0=(0.97~1.0)
圖5.19 錐口形擴(kuò)口件的坯料計(jì)算
圖5.20 帶圓筒形擴(kuò)口件的坯料計(jì)算
(3) 平口形擴(kuò)口件(如圖5.21所示)
H0=(0.97~1.0)
(4) 整體擴(kuò)徑件(如圖5.22所示)
H0=H
34、
圖5.21 平口形擴(kuò)口件的坯料計(jì)算
圖5.22 整體擴(kuò)徑件的坯料計(jì)算
有分析和試驗(yàn)證明���,對(duì)于帶圓筒形擴(kuò)口件和整體擴(kuò)徑件的尺寸會(huì)比擴(kuò)口沖頭直徑稍有增大���。這種稍微增大的變化量稱之為附加擴(kuò)徑量。附加擴(kuò)徑量的規(guī)律性數(shù)值目前尚未提出�。
整體擴(kuò)徑件的尺寸變化規(guī)律是兩端口部直徑較小���,其余部分都產(chǎn)生附加擴(kuò)徑量。究其原因���,可能是擴(kuò)徑凸模運(yùn)動(dòng)過程的不平穩(wěn)所致�����。
5.3.3 擴(kuò)口力的計(jì)算
采用錐形剛性凸模擴(kuò)口時(shí)(參見圖5.17)��,單位擴(kuò)口力p可用下式計(jì)算
(MPa)
式中:——單位變形抗力(MPa)���;
——摩擦系數(shù);
——凸模半錐角(°)�����;
K——擴(kuò)口系數(shù)�。
5.4 縮 口
35、
縮口是將管狀坯料或圓筒形工序件/半成品通過縮口模具使其口部直徑縮小的一種成形工序���,也可稱為縮徑(如圖5.23所示)�。
圖5.23 縮口成形示意圖
A—變形區(qū);B—待變形區(qū)(傳力區(qū))���;C—已變形區(qū)
縮口工藝應(yīng)用的例子有子彈殼�、圓珠筆芯頭部�、異徑管接頭等。無縫鋼管的拔制工序也可視為縮口�,不過它較為特殊,其變形區(qū)不僅是局部而是整支鋼管���。
縮口工序在某些地方可以代替拉深。如圖5.24所示���,該制件可以采用板料落料�����、拉深(多道次)��、沖孔�����、切邊等工序完成�����;如果改用管坯料�����,那么可采用管料切斷�、縮口(2次)等工序完成,工序可大大縮短���,材料利用率也可提高��,經(jīng)濟(jì)效益明顯���,特別是對(duì)細(xì)長(zhǎng)的管狀制件,縮
36����、口工藝可以起到不可替代的作用。
圖5.24 縮口代替拉深的實(shí)例
�5.4.1 縮口變形特點(diǎn)及縮口系數(shù)
縮口變形時(shí)坯料切向受壓應(yīng)力����,在此應(yīng)力作用下坯料直徑減小而厚度與高度略有增加,其應(yīng)力應(yīng)變狀態(tài)如圖5.23所示�����。縮口變形特點(diǎn)與拉深變形相同��,也屬于壓縮類變形����。正因?yàn)槿绱耍s口工藝中坯料變形區(qū)容易產(chǎn)生失穩(wěn)起皺���。而在非變形區(qū)(筒壁)由于承受全部縮口時(shí)的壓力��,也易產(chǎn)生失穩(wěn)變形。因此����,防止這兩種失穩(wěn)變形是縮口工藝能否順利進(jìn)行的主要問題??s口的極限變形程度主要受失穩(wěn)條件的限制,選擇縮口系數(shù)m至關(guān)重要����。
縮口變形程度用縮口系數(shù)m表示,即
m=d/D
式中:d ——縮口后的直徑��;
D ——
37、縮口前坯料/工序件/半成品的直徑��。
極限縮口系數(shù)主要與材料種類����、厚度、硬度���、模具形式���、潤(rùn)滑條件和表面質(zhì)量有關(guān),與使用的設(shè)備也有一定的關(guān)系��,如用油壓機(jī)與機(jī)械壓力機(jī)有一些差別�。
表5.7是不同材料、不同厚度的平均縮口系數(shù)����。表5.8是不同材料、不同支承方式的允許縮口系數(shù)參考值��。從兩表給出的數(shù)值可以看出���,板料厚度大�,塑性較好,模具結(jié)構(gòu)中對(duì)筒壁有支承作用時(shí)���,許可縮口系數(shù)便較小����。這些因素在設(shè)計(jì)縮口工藝���、設(shè)計(jì)模具時(shí)應(yīng)綜合考慮����。如不銹鋼拉深件���,冷作硬化現(xiàn)象較嚴(yán)重���,可以在縮口前加一道熱處理軟化工序以減小制件的縮口系數(shù)�。但也會(huì)由于筒身的軟化,導(dǎo)致筒身支承強(qiáng)度減弱��,不利于縮口�����。
表5.7 平均縮口系數(shù)
材
38、 料
材料厚度t/mm
~0.5
>0.5~1.0
>1.0
黃銅
0.85
0.80~0.70
0.70~0.65
鋼
0.80
0.75
0.70~0.65
表5.8 允許縮口系數(shù)
材 料
支 承 方 式
無 支 承
外 支 承
內(nèi) 外 支 承
軟 鋼
0.70~0.75
0.55~0.60
0.3~0.35
黃銅H62�、H68
0.65~0.70
0.50~0.55
0.3~0.32
鋁
0.68~0.72
0.53~0.57
0.27~0.32
硬鋁(退火)
0.73~0.80
0.60~0.63
39、
0.35~0.40
硬鋁(淬火)
0.75~0.80
0.68~0.72
0.40~0.43
5.4.2 縮口?���;窘Y(jié)構(gòu)
典型的縮口模具形式如圖5.25所示,縮口時(shí)工序件/半成品由夾緊裝置夾緊����,夾緊力通過上模套筒與下模外圓緊配實(shí)現(xiàn),也可通過斜楔裝置實(shí)現(xiàn)��。
縮口模具的支承形式有3種��。無支承(如圖5.23所示)的模具結(jié)構(gòu)簡(jiǎn)單�����、造價(jià)低�,但穩(wěn)定性差,一般只在厚壁坯料上采用���;外支承形式(圖5.26(a))的模具較前者復(fù)雜一些�����,但縮口穩(wěn)定性較好��,許可縮口系數(shù)可取小些�,這種形式生產(chǎn)中采用較多;內(nèi)外支承形式(圖5.26(b))的模具結(jié)構(gòu)最復(fù)雜�,但由于應(yīng)力狀態(tài)理想、穩(wěn)定性最好��,一般在薄壁筒形件
40����、中使用。
圖5.25 縮口模原理圖
圖5.26 不同支承方法的縮口模
1—壓簧���;2—芯座��;3—活動(dòng)夾緊環(huán)��;4—套筒���;
5—縮口凹模��;6—推件器(兼內(nèi)支承作用)
5.4.3 縮口工藝計(jì)算
1. 縮口次數(shù)
若制件的縮口系數(shù)m小于允許的縮口系數(shù)�����,可采用多次縮口工藝。先確定縮口次數(shù)n�����。
縮口總次數(shù)
n =
式中:d[n] ——縮口的最終直徑(中徑)��;
D ——坯料/工序件/半成品直徑(中徑)�����;
m0——平均縮口系數(shù)(表5.7)���。
m0 = === … =
式中:d[1]����,d[2]��,…�,d[n]——分別為第1,2�����,…,n次縮口后制件的中徑���。
首次縮口系數(shù)
41�����、m[1]=0.9m0�����,再次縮口系數(shù)m[2]=(1.05~1.10)m0 �����。需要注意的是����,材料變形后的冷作硬化現(xiàn)象會(huì)影響縮口系數(shù)�����?���?s口次數(shù)愈多,縮口系數(shù)愈大���。
縮口后�����,制件端部壁厚略有增大�,一般可忽略不計(jì)���。若需要較準(zhǔn)確的數(shù)據(jù)�����,可按下式估算:
t[n]=
式中:t[n]����,——縮口后與縮口前的厚度�����;
d[n]�,——縮口后與縮口前的中徑。
2. 縮口坯料高度
縮口制件的基本類型有3種,如圖5.27所示��?��?s口坯料高度H的計(jì)算如下�。
�
圖5.27 縮口制件的基本類型
圖5.27(a)所示形式
H=1.05
圖5.27(b)所示形式
H=1.05+
上述兩個(gè)式子中為縮口模的半錐
42���、角���,一般小于45°,最好小于30°��。這點(diǎn)在沖壓件結(jié)構(gòu)設(shè)計(jì)時(shí)應(yīng)盡量給予考慮����。
圖5.27(c)所示形式
H=h1+
縮口后由于回彈,制件要比模具尺寸增大0.5%~0.8%���?�?s口制件精度要求較高時(shí)��,模具難以一次設(shè)計(jì)制造到位���,最好通過多次試驗(yàn)修正確定�����。
3. 縮口力
縮口力的大小與縮口件的形狀、變形程度�����、沖壓設(shè)備及模具結(jié)構(gòu)形式有關(guān)����,很難精確計(jì)算。對(duì)于圖5.26(a)所示的錐形縮口件����,在無芯軸內(nèi)支承時(shí)其縮口力可按下式計(jì)算
P=k
式中:P——縮口力(N);
t——縮口前板料厚度(mm)�;
D——縮口前直徑(中徑,mm)��;
d——制件縮口部位直徑(mm)�����;
——制件與凹模接觸面摩擦系數(shù);
——材料屈服強(qiáng)度(MPa)��;
——凹模圓錐半錐角��;
k——速度系數(shù)�,在曲柄軸壓力機(jī)上工作時(shí),k = 1.15����。
注意對(duì)已冷作硬化的制件,取值應(yīng)比該材料的屈服強(qiáng)度大�����。
 沖壓工藝與模具設(shè)計(jì) 第5章其他沖壓成形方法
沖壓工藝與模具設(shè)計(jì) 第5章其他沖壓成形方法