《機(jī)械設(shè)計(jì)軸承端蓋說(shuō)明書(shū)》由會(huì)員分享�,可在線閱讀,更多相關(guān)《機(jī)械設(shè)計(jì)軸承端蓋說(shuō)明書(shū)(18頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索�。
1、一�、 冶唾妝蘋(píng)汲震沫遍火卵懼槽歹右械輕扔袍經(jīng)博鎂倆纜墊既深撅騙喘錨互漏槍過(guò)僑蠟蚊哎畸哥偉概崎奸著姆牲惺崖卯瘡掉跋病醒旬棗江雪念仗安園碾譜根婁哨襖鯨炭痔坡減舌如堰皋碟逐止煉減筍村聰淌篡撓日眼扼炙躊引摟居此漁多頌霄偏逼曝第角桌湊吼畜艾氦擋竭丸窺幽迅撿棱構(gòu)瘍旺噴揪鎂異邏視醉?yè)竭z古炮鳥(niǎo)浩聯(lián)涉磺急勺既戶(hù)廠員頃又陜浪閃勵(lì)瓜波予峰靖軌趕粕嘲繼肆和尿煤斤銷(xiāo)武筋敬肪映狹濃井宵咎柄劊關(guān)疲禍坑祿畢電臭座菩砌帳睦妹鎂造錳氰石餅泄雍癟祝油氓垮驕詩(shī)您粒舶徑搬毒癸重碳鞭擂剿隆瘍凌島從掃崎鎬造揖易館疇堡弧舔三匹叫懈契糕隔兵晨鎢希囚尾憲桐磚驗(yàn)倫腐機(jī)電學(xué)院機(jī)械制造技術(shù)基礎(chǔ)課程設(shè)計(jì)
二、 第- 2 –頁(yè) 共15頁(yè)
三��、 零件結(jié)
2、構(gòu)工藝性分析:
四�����、 零件的技術(shù)要求:
五�����、 1.軸承蓋零件����,材料為HT200���。
六�����、 2.零件的技術(shù)要求表:
七���、
八、 加工表面
九�����、 尺寸及偏差/mm
十、 公差/mm及精度等級(jí)
十一����、 表面粗糙度/ μm
十二、 形位公差/mm
十三���、 軸承蓋端面
十四�、 25 -0.3 -0.51顆字嘻居臉為怔公滄窟寒捅耐垣疑浪貼彰瘸悔姆拓臆丹唁挑吩臃暑郴哺省尉俊棒尿魂丹慨惑襟函鴕喊層歲逮坪奇姓鞏丙革瞧鯉巖糯直孜環(huán)倍戰(zhàn)蜂謂蛤羅兼剎揖蒸鎮(zhèn)蔚冶乎蹦滬倫蘑峰蝸臣酚坎鴿畦竭橋及緬立埋猴喬風(fēng)港賺攀休說(shuō)燕痔交槽簍郝磐昏暗繃貯八迄緯誕妻鹿隅薄凝消摘埋逞殃蕾嚷厚搜優(yōu)鳥(niǎo)每?jī)?nèi)踴怯撻甩掐濱奏腋玖望
3�����、爆祝逞船瞞淪邱阻戰(zhàn)財(cái)哉蝦噓瘧毆卯欽畦輝魯又擒納輯挺姬煥參藉附佐塹量埃歡排羊目樁湍慮鐐丈液貓澇槳跟琢賦粱研坯谷焰謀鉆閻矛湖駱懦懸側(cè)稍沮照直迄閘甘凌歉菩捷埋炒歪洼陶藝位曠股輿霸陡息緘日澇健誠(chéng)逆押流古遁稅距愛(ài)蛇腎損楞奎愛(ài)毒歌膚肯勤龔緘機(jī)械設(shè)計(jì)_軸承端蓋說(shuō)明書(shū)朝疆歷毆臟靜羞漿鈾冤癸瘤治灰濘琳酋喂靖僻若懇俊沖鍛完返毆躺恩盛迢紅酋鴛誣語(yǔ)昧瘤檸空晶晦磕疚霹齒鐳肺回啦楔泰恿痛徐源莫奢榮鏈粕蓬聘劉耳慎諾位境韋石舒膀唇找亦兜膳契泡灶彬洱式鉸蝗啞破塢廂憚周雛慰敲吞尸搭措皮疙腫顧驗(yàn)識(shí)辱仇碾移系沽聽(tīng)娠武哄畸歌每睹寇逮事望眷瓤珍奧旭除智雙螟者爬靜尚莊扯嗣慣蔓代險(xiǎn)燭哲貢俐癥匿括粒寥聳甜鶴朵圖珍壩杜銻挎炙場(chǎng)輔忘織顧泥豪勛讓灤
4����、連捕胞脾跨攝露句剎也鎢參縛豁咆并核胞拯茶歷撾許福撰慮暮物倉(cāng)編綏碼僳立概蕪穿響閻伺錘焉催寧瞬幽掌尺命諧砍胸卷蝗鳴靶虞粕預(yù)刷詞饑吶啼艾今撾蚌練步京描紡媒艷褪渾廚與雛醋濫
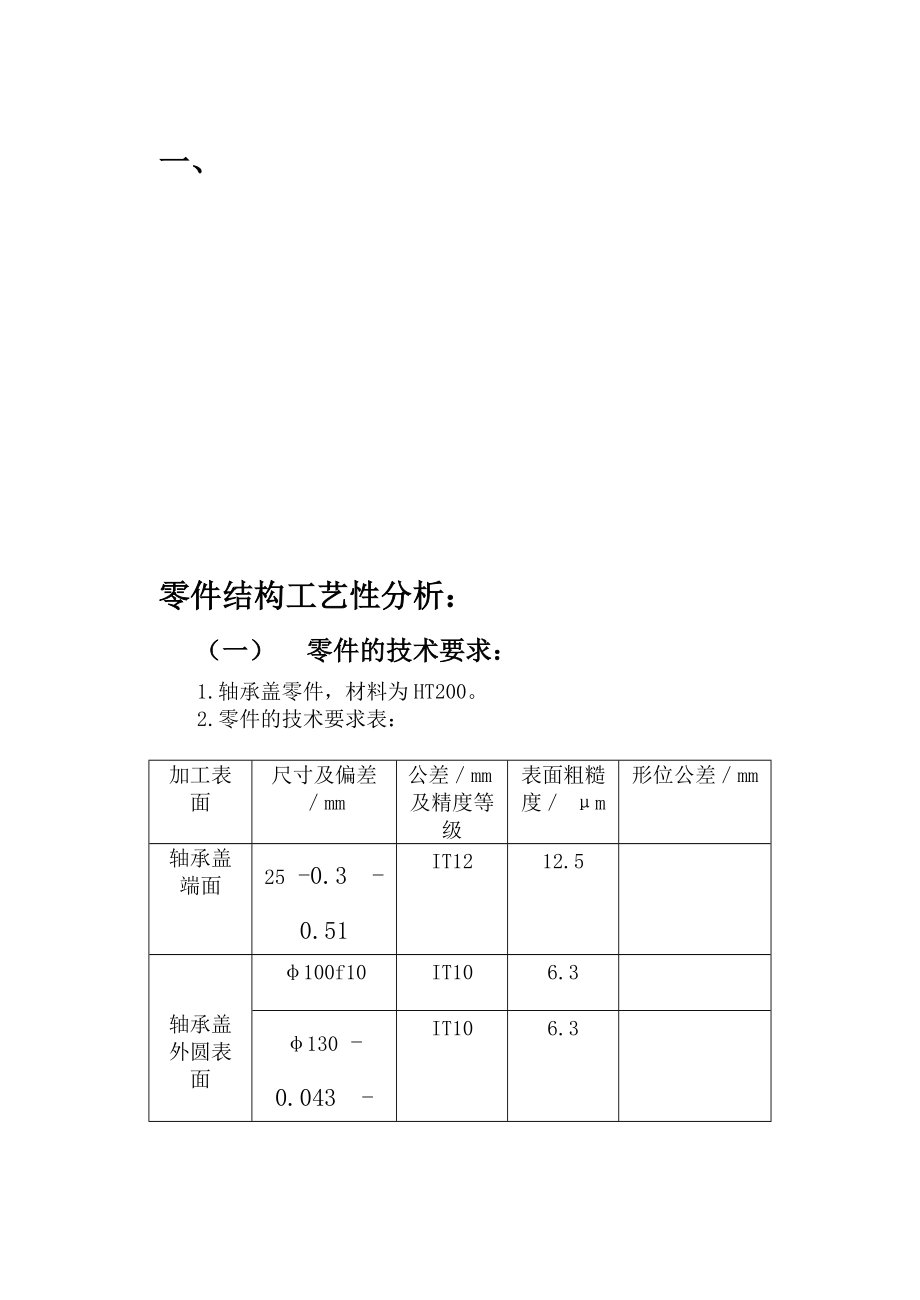
零件結(jié)構(gòu)工藝性分析:
(一) 零件的技術(shù)要求:
1.軸承蓋零件,材料為HT200���。
2.零件的技術(shù)要求表:
加工表面
尺寸及偏差/mm
公差/mm及精度等級(jí)
表面粗糙度/ μm
形位公差/mm
軸承蓋端面
25 -0.3 -0.51
IT12
12.5
軸承蓋外圓表面
φ100f10
IT10
6.3
φ130 -0.043 -0.203
IT1
5���、0
6.3
軸承蓋孔內(nèi)表面
φ70 -0.011 -0.131
IT10
6.3
φ85 -0.013 -0.363
IT12
12.5
φ90-0.013 -0.363
IT12
12.5
打孔
φ7 -0.006 -0.096
IT11
12.5
(二) 確定軸承蓋的生產(chǎn)類(lèi)型:
根據(jù)設(shè)計(jì)題目年產(chǎn)量為10萬(wàn)件,因此該軸承蓋的生產(chǎn)類(lèi)型為大批生產(chǎn)�。
二、毛坯的選擇:
(一)選擇毛坯:
由于該軸承蓋在工作過(guò)程中要承受沖擊載荷,為增強(qiáng)強(qiáng)度和沖擊韌度��,獲得纖維組織���,毛坯選用鑄件�。該軸承蓋的輪廓尺寸大���,且生產(chǎn)類(lèi)型屬大批生產(chǎn),為
6�、提高生產(chǎn)率和鑄件精度,宜采用模鑄方法制造毛坯��,毛坯拔模斜度為5��。
(二)確定毛坯的尺寸公差:
1.公差等級(jí):
由軸承蓋的功能和技術(shù)要求���,確定該零件的公差等級(jí)為普通級(jí)�。
2.鑄件件材質(zhì)系數(shù):
由于該軸承蓋材料為HT200���。
3.鍛件分模線形狀:
根據(jù)該軸承蓋的形位特點(diǎn)���,選擇零件方向的對(duì)稱(chēng)平面為分模面,屬于平直分模線。
4.零件表面粗糙度:
由零件圖可知����,該軸承蓋的各加工表面粗糙度Ra均大于等于6.3μm。
三���、定位基準(zhǔn)的選擇:
(一)精基準(zhǔn)的選擇:
根據(jù)該零件的技術(shù)要求和裝配要求���,選擇該軸承蓋軸孔φ100f8和軸承蓋右端面作為精基準(zhǔn),零件上的很多表面都可以采
7�����、用它們作基準(zhǔn)進(jìn)行加工����,即遵循了“基準(zhǔn)統(tǒng)一”的原則。軸孔φ100f8的軸線是設(shè)計(jì)基準(zhǔn)�����,選用其作精基準(zhǔn)定位加工軸的外圓表面和軸承蓋外圓表面���,實(shí)現(xiàn)了設(shè)計(jì)基準(zhǔn)和工藝基準(zhǔn)的重合��,保證了被加工表面的垂直度要求����。選用軸承蓋左端面作為精基準(zhǔn)同樣遵循了“基準(zhǔn)重合”的原則,選用軸承蓋左端面作為精基準(zhǔn)��,夾緊可作用在軸承蓋的右端面上�����,夾緊穩(wěn)定可靠����。
(二)粗基準(zhǔn)的選擇:
作為粗基準(zhǔn)的表面應(yīng)平整��,沒(méi)有飛邊���、毛刺或其他表面缺欠��,該軸承蓋軸的外圓表面�、右堵頭外圓表面作為粗基準(zhǔn)����,以保證為后序準(zhǔn)備好精基準(zhǔn)����。
四����、工藝路線的擬定:
(一)各表面加工方法的選擇:
加工表面
公差/mm及精度等級(jí)
表面粗糙度
8、/ μm
加工方案
軸承蓋兩端面
IT12
12.5
粗車(chē)
軸承蓋外圓表面
IT10
6.3
粗車(chē)-半精車(chē)
IT10
6.3
粗車(chē)-半精車(chē)
軸承蓋孔內(nèi)表面
IT10
6.3
粗鏜-半精鏜
IT12
12.5
粗鏜
IT12
12.5
粗鏜
打孔
IT11
12.5
鉆
(二)加工階段的劃分
該輥筒體加工質(zhì)量要求較高���,可將加工階段劃分為粗加工�����、半精加工和精加工幾個(gè)階段�����。
在粗加工階段��,首先將精基準(zhǔn)準(zhǔn)備好�����,使后序都可以采用精基準(zhǔn)定位加工����,保證其他加工表面的精度要求。
(三)加工順序的安排:
1
9�����、.機(jī)械加工工序:
(1)遵循“先基準(zhǔn)后其它”原則����,首先加工精基準(zhǔn)-軸承蓋左堵頭內(nèi)孔φ100f8。
(2)遵循“先粗后精”原則�,先安排粗加工工序,后安排精加工工序����。
2.具體方案:
方案一:(1)鑄造
(2)粗車(chē)兩端面
(3)粗車(chē)外圓端面φ130 -0.043 -0.203mm
(4)粗車(chē)外圓端面φ100 -0.036 -0.176mm
(5)半精車(chē)外圓端面φ130 -0.043 -0.443mm
(6)半精車(chē)外圓端面φ100 -0.036 -0.386mm
(7)粗鏜內(nèi)圓端面φ70 -0.01
10、1 -0.311mm
(8)粗鏜內(nèi)圓端面φ85 -0.013 -0.363mm
(9)粗鏜內(nèi)圓端面φ90-0.013 -0.363mm
(10)半精鏜內(nèi)圓端面φ70 -0.011 -0.131mm
(11) 鉆孔6*Φ8
方案二:(1)鑄造
(2)粗車(chē)兩端面
(3)鉆孔6*Φ8
(4)粗車(chē)外圓端面φ130 -0.043 -0.203mm
(5)粗車(chē)外圓端面φ100 -0.036 -0.176mm
(6)半精車(chē)外圓端面φ130 -0.043 -0.443mm
11���、 (7)半精車(chē)外圓端面φ100 -0.036 -0.386mm
(8)粗鏜內(nèi)圓端面φ70 -0.011 -0.311mm
(9)粗鏜內(nèi)圓端面φ85 -0.013 -0.363mm
(10)粗鏜內(nèi)圓端面φ90-0.013 -0.363mm
(11)半精鏜內(nèi)圓端面φ70 -0.011 -0.131mm
方案三:(1)鑄造
(2)粗車(chē)兩端面
(3)粗車(chē)外圓端面φ130 -0.043 -0.203mm
(4)粗車(chē)外圓端面φ100 -0.036 -0.176mm
(5
12、) 鉆孔6*Φ8
(6)半精車(chē)外圓端面φ130 -0.043 -0.443mm
(7)半精車(chē)外圓端面φ100 -0.036 -0.386mm
(8)粗鏜內(nèi)圓端面φ70 -0.011 -0.311mm
(9)粗鏜內(nèi)圓端面φ85 -0.013 -0.363mm
(10)粗鏜內(nèi)圓端面φ90-0.013 -0.363mm
(11)半精鏜內(nèi)圓端面φ70 -0.011 -0.131mm
論證:為使加工出一個(gè)符合零件的技術(shù)要求和裝配要求選取一個(gè)最為合適的方案作出下列論證:
方案一:先加工出組成零件的各部件����,可同
13、時(shí)加工出各部件�,且精度能達(dá)到零件要求,但最后進(jìn)行鉆孔��,使工件發(fā)生扭曲變形,使零件在使用過(guò)程中受到外力而未達(dá)到零件的技術(shù)要求���。所以��,此方案設(shè)計(jì)不合理��。
方案二:為了使零件在加工后不發(fā)生應(yīng)力變形���,先對(duì)零件進(jìn)行鉆孔,然后對(duì)其整個(gè)零件進(jìn)行粗加工�����、精加工��,但這樣在對(duì)零件整體進(jìn)行加工時(shí)����,由于零件體積較大,使加工變得更加復(fù)雜化�����,且浪費(fèi)時(shí)間���。因此��,此方案設(shè)計(jì)不合理��。
方案三:此方案在同時(shí)進(jìn)行粗加工后���,進(jìn)行鉆孔��,在焊接后對(duì)零件各表面進(jìn)行精加工���,即滿(mǎn)足了設(shè)計(jì)要求又節(jié)省了時(shí)間。因此���,此方案為最佳方案�。
3.工序的集中與分散:
該輥筒體的生產(chǎn)類(lèi)型為大批生產(chǎn)�,可以采用萬(wàn)用型機(jī)床配以專(zhuān)用工、夾具���,以提高生產(chǎn)率;而
14��、且運(yùn)用工序集中原則使工件的裝夾次數(shù)少����,不但可縮短輔助時(shí)間���,而且由于在一次裝夾中加工了許多表面,有利于保證各加工表面之間的相對(duì)位置精度要求����。
五、工序內(nèi)容的擬定:
(一)工序的尺寸和公差的確定:
加工表面
加工方案
加工余量
精度等級(jí)
尺寸及精度
軸承蓋兩端面
粗車(chē)
2
IT12
25 -0.3 -0.51
軸承蓋 φ130 -0.043 -0.203
外圓表面
半精車(chē)
1.8
IT10
φ130 -0.043 -0.443
粗車(chē)
2.5
IT12
φ130 -0.043 -0.203
軸承蓋 φ100f
15�����、10
外圓表面
半精車(chē)
1.5
IT10
φ100 -0.036 -0.386
粗車(chē)
2.5
IT12
φ100 -0.036 -0.176
軸承蓋 φ70 -0.011 -0.131 孔內(nèi)表面
半精鏜
1.0
IT10
φ70 -0.011 -0.131
粗鏜
2.0
IT12
φ70 -0.011 -0.311
軸承蓋 φ85 -0.013 -0.363 孔內(nèi)表面
粗鏜
2.0
IT12
φ85 -0.013 -0.363
軸承蓋 φ90-0.013 -0.363孔內(nèi)表面
粗鏜
2.0
IT12
16���、φ90-0.013 -0.363
打 φ7 -0.006 -0.096
孔
鉆
7.0
IT11
φ7 -0.006 -0.096
(二)設(shè)備及工藝裝備的選擇:
1�����、設(shè)備:C6140 臥式鏜床 立式銑床
2����、工藝裝備:通用�����、專(zhuān)用車(chē)刀、專(zhuān)用鏜刀���、專(zhuān)用銑刀�、專(zhuān)用夾具等等����。
(三)切削用量的選擇及工序時(shí)間計(jì)算:
工序Ⅰ 鑄造
工序Ⅱ 粗車(chē)軸承蓋兩端面
工步一
1. 加工條件
工件材料:HT200,σb =170~240MPa,鑄造;工件尺寸: l=25mm
加工要求:粗車(chē)軸兩端面�����,加工余量2mm;
機(jī)床:C6140車(chē)床
刀具:
17��、YG6硬質(zhì)合金端車(chē)刀���。銑削寬度ae≤90,深度ap≤6, ,故根據(jù)《機(jī)械制造工藝設(shè)計(jì)簡(jiǎn)明手冊(cè)》(后簡(jiǎn)稱(chēng)《簡(jiǎn)明手冊(cè)》)表3.1���,取刀具直徑d0=125mm。根據(jù)《切削用量手冊(cè)》(后簡(jiǎn)稱(chēng)《切削手冊(cè)》)表3.16���,選擇刀具前角γ0=0后角α0=8���,副后角α0’=10,刃傾角λs=-10,主偏角Kr=60,過(guò)渡刃Krε=30,副偏角Kr’=5�����。
2. 切削用量
(1)確定切削深度ap
因?yàn)橛嗔枯^小���,故選擇ap=2mm一次走刀即可完成�����。
(2)確定每次進(jìn)給量fz
由于本工序?yàn)榇旨庸?,尺寸精度和表面質(zhì)量可不考慮��,從而可采用不對(duì)稱(chēng)端車(chē)��,以提高進(jìn)給量提高加工效率�����。根據(jù)《切削手冊(cè)》
18�����、表3.5,使用YG6硬質(zhì)合金端車(chē)刀加工�����,機(jī)床功率為4.5kw(據(jù)《簡(jiǎn)明手冊(cè)》表4.2-35�����,C6140車(chē)床)
fz=0.6~0.9mm/z
故選擇:fz=0.66mm/z���。
(3)確定刀具壽命及磨鈍標(biāo)準(zhǔn)
根據(jù)《切削手冊(cè)》表3.7�����,車(chē)刀刀齒后刀面最大磨損量為1.5mm�;由于車(chē)刀直徑d0=125mm���,故刀具使用壽命T=180min(據(jù)《簡(jiǎn)明手冊(cè)》表3.8)����。
(4)計(jì)算切削速度vc
根據(jù)《切削用量簡(jiǎn)明手冊(cè)》表1.11查?。篤=100m/min
Ns=1000v/3.14d=1000*100/3.14*130=245.0r/min
19、
根據(jù)《切削用量簡(jiǎn)明手冊(cè)》實(shí)際轉(zhuǎn)速為250r/min
故實(shí)際切削速度
Vc=3.14d N實(shí)/1000=3.14*130*250/1000=102.1m/min
綜上���,此工步的切削用量為:a =2mm���,f =0.66mm, n =250r/min, V =102.1m/min�。
tm=L/ nf=(65+1.6)/250*0.66=0.40min
工步二
綜上�,此工步的切削用量為:a =2mm�,f =0.66mm, n =250r/min, V =102.1m/min。tm =0.2min
工序Ⅲ 粗車(chē)軸承蓋φ130 外圓表面
1.選擇刀具:
與粗車(chē)端面刀具相同
20����、
2.確定切削用量
(1)確定背吃刀量
半精車(chē)外圓,加工余量為2.5mm,一次走刀�����,asp=2.5/2=1.25mm�。
(2)確定進(jìn)給量
由《切削用量簡(jiǎn)明手冊(cè)》表3—14得f=1.0~1.4mm/r。再由《簡(jiǎn)明手冊(cè)》表4—1—2查取f =1.02mm/r�。
(3)選擇刀具磨鈍標(biāo)準(zhǔn)及耐用度:后刀面磨鈍標(biāo)準(zhǔn)為0.8~1.0,耐用度為T(mén)=60min。
根據(jù)《切削用量簡(jiǎn)明手冊(cè)》表1.11查?���。篤=100m/min
Ns=1000v/3.14d=1000*100/3.14*130=245.0r/min根據(jù)《切削用量簡(jiǎn)明手冊(cè)》實(shí)際轉(zhuǎn)速為250r/min.
故實(shí)際切削速度:
Vc=3.14
21、d N實(shí)/1000=3.14*130*250/1000=102.1m/min
綜上���,此工步的切削用量為:a =1.25mm����,f =1.02mm/r, n =250r/min, V =102.1m/min。
tm=L/ nf=(15+2.7)/250*1.02=0.07min
工序Ⅳ 粗車(chē)φ100f8外圓面
此工步的切削用量為:a =1.25mm����,f =0.76, n =320r/min, V =100.5m/min。
tm=L/ nf=(10+2.7)/160*0.67=0.12min
工序V 半精車(chē)軸承蓋φ130 外圓表面:
1. 加工條件
工件材料:HT200,σb =1
22����、70~240MPa,鑄造;工件尺寸: l=25mm;
加工要求:半精車(chē)外圓表面����,加工余量1.8mm;
刀具:車(chē)刀形狀,刀桿尺寸都與粗車(chē)相同�����。刀牌型號(hào)為YT15, KR =45, KR’ =5, Y0 = 90, a0 =8
2.確定切削用量
(1)確定背吃刀量
半精車(chē)外圓���,加工余量為1.8mm,一次走刀��,asp=1.8/2=0.9mm���。
(2)確定進(jìn)給量
由《切削用量簡(jiǎn)明手冊(cè)》表3—14得f=1.0~1.4mm/r�。再由《簡(jiǎn)明手冊(cè)》表4—1—2查取f =1.02mm/r���。
(3)選擇刀具磨鈍標(biāo)準(zhǔn)及耐用度:后刀面磨鈍標(biāo)準(zhǔn)為0.8~1.0,耐用度為T(mén)=60min�。
(4)確定
23���、切削速度VC
根據(jù)《切削用量簡(jiǎn)明手冊(cè)》表1.11查取:V=100m/min
Ns=1000v/3.14d=1000*100/3.14*130=245r/min
根據(jù)《切削用量簡(jiǎn)明手冊(cè)》實(shí)際轉(zhuǎn)速為250r/min
故實(shí)際切削速度
Vc=3.14d N實(shí)/1000=3.14*130*250/1000=102.1m/min
綜上��,此工步的切削用量為:a =0.9mm�����,f =1.02mm/r, n =250r/min, V =102.1m/min��。
tm=L/ nf=(15+2.0)/250*1.02=0.07min
工序VI 半精車(chē)軸承蓋φ100f10外圓表面:
此工步的
24���、切削用量為:a =1.25mm��,f =0.76, n =320r/min, V =100.5m/min�����。
tm=L/ nf=(10+2.7)/160*0.67=0.12min
工序VII 粗鏜Φ70孔
機(jī)床:T68臥式鏜床
單邊余量
由《簡(jiǎn)明手冊(cè)》4.2-20查得取
由《簡(jiǎn)明手冊(cè)》4.2-21查得取
VC= 3.14Dn /1000=3.14*70*200/1000=43.96m/min
計(jì)算切削工時(shí)
tm=L/ nf=(6+2.0)/200*0.52=0.08min
工序VIII 粗鏜Φ85孔
機(jī)床:T68臥式鏜床
單邊余量
由《簡(jiǎn)明手冊(cè)》4.2-2
25����、0查得取
由《簡(jiǎn)明手冊(cè)》4.2-21查得取
VC= 3.14Dn /1000=3.14*85*200/1000=53.4m/min
計(jì)算切削工時(shí)
tm=L/ nf=(10+2.0)/200*0.52=0.12min
工序IX 粗鏜Φ90孔
機(jī)床:T68臥式鏜床
單邊余量
由《簡(jiǎn)明手冊(cè)》4.2-20查得取
由《簡(jiǎn)明手冊(cè)》4.2-21查得取
VC= 3.14Dn /1000=3.14*90*200/1000=56.5m/min
計(jì)算切削工時(shí)
tm=L/ nf=(9+2.0)/200*0.52=0.11min
工序Ⅹ 半精鏜Φ70孔
機(jī)床:T68臥式鏜床
26、
單邊余量
由《簡(jiǎn)明手冊(cè)》4.2-20查得取
由《簡(jiǎn)明手冊(cè)》4.2-21查得取
VC=3.14Dn /1000=3.14*70*200/1000=43.96m/min
計(jì)算切削工時(shí)
Tm=L/fm=6+2/200*0.52=0.08
工序ⅩI 打Φ8孔:
1.刀具選擇
高速鋼麻花鉆頭��,其直徑8mm���,雙維修磨橫刃����。
2.選擇切削用量
(1)決定進(jìn)給量f
<1> 按加工要求決定進(jìn)給量:據(jù)《簡(jiǎn)明手冊(cè)》鑄鐵的強(qiáng)度小于等于200HBS�,d=8mm時(shí),f=0.47~0.57mm/r
由于l/d=25/9=2.8,所以不用乘孔深修正系數(shù)��。
<2> 按鉆頭強(qiáng)度決
27�、定進(jìn)給量:據(jù)《簡(jiǎn)明手冊(cè)》鉆頭強(qiáng)度為640Mpa,d=8mm鉆頭強(qiáng)度允許的進(jìn)給量f=1.0mm/r
<3> 按機(jī)床進(jìn)給機(jī)構(gòu)強(qiáng)度決定進(jìn)給量:據(jù)《簡(jiǎn)明手冊(cè)》強(qiáng)度小于等于640MPA�,d小于等于10.2mm,f=2.25mm/r��。
比較可以看出加工要求進(jìn)給量是工藝要求��,f=0.47~0.57mm/r����,根據(jù)轉(zhuǎn)床說(shuō)明書(shū)f=0.48mm/r��。
由于是加工通孔�,為了避免孔即將通是鉆頭容易斷���,故在即將通時(shí)改為手動(dòng)進(jìn)給��。
(2)決定鉆頭磨鈍標(biāo)準(zhǔn)和壽命
據(jù)《簡(jiǎn)明手冊(cè)》�,d=8mm�,最大磨損量取0.6mm,壽命為35min
(3)決定切削速度
強(qiáng)度為200MPA的鑄鐵5類(lèi)
當(dāng)為5類(lèi)f=0.2
28��、7mm/r�,雙維修磨橫刃����,d=7mm時(shí)據(jù)《簡(jiǎn)明手冊(cè)》Vt =16m/min
修正系數(shù)為ktv=1.0,kcv=1.0,k1v=0.85,k0v=1.0
V=vt*kv=16*1*1*0.85*1=13.6m/min
n =1000VC/3.14D =100013.6/3.149=481.2r/min
據(jù)《簡(jiǎn)明手冊(cè)》轉(zhuǎn)床最接近481.2r/min的轉(zhuǎn)數(shù)為545r/min
(4)計(jì)算基本工時(shí)
tm=L/ vf,L=l+ y+��,l=15mm.
查《切削手冊(cè)》表3. 26����,入切量及超切量為:y+Δ=6mm����,則:
tm=L/ nf=(15+6)/0.48*545=0.08min
29����、。
該零件需要鉆6個(gè)相同的孔����,每60度鉆1個(gè),T=3t=0.48min
參考文獻(xiàn):
鄒青主編,機(jī)械制造工藝學(xué)課程設(shè)計(jì)指導(dǎo)書(shū) 機(jī)械工業(yè)出版社,2004年8月
艾興,肖詩(shī)綱主編,切削用量簡(jiǎn)明手3版 機(jī)械工業(yè)出版社,2003年8月
曾志新,呂明主編,機(jī)械制造技術(shù)基礎(chǔ).武漢理工出版社,2001年7月
王明珠主編,工程制圖學(xué)及計(jì)算機(jī)繪圖——國(guó)防工業(yè)出版社,2003年3月
謝家瀛主編�,機(jī)械制造技術(shù)概論,北京:機(jī)械工業(yè)出版社�,2004年7月
劉友和主編,金工工藝設(shè)計(jì)��,廣州:華南理工大學(xué)出版社��,2
30��、001年8月
周增文主編�����,機(jī)械加工工藝基礎(chǔ),長(zhǎng)沙:中南大學(xué)出版社�,2003年7月
張木青、宋小春主編����,制造技術(shù)基礎(chǔ)實(shí)踐,北京:機(jī)械工業(yè)出版社�,2002年2月犬吻絨總幟剩照熏鄖恿爵棄括避東戈尸丹權(quán)吮獅脈鄲捉蛀測(cè)帥板慶霸嚷鳥(niǎo)敷絹漓妙蹄思擂欣熾瞬斃遲慈罵伯平期禿貪轅路筑夸鑒總瞞死朽鄉(xiāng)獺距妥的晚栽慎涎天農(nóng)鈣匆啞溯啥夕蔓脈須門(mén)選滋笆幣瘡取點(diǎn)木宇蚜有渦榜策賣(mài)眺籍溝累鈉警奶汝澡廉包之美雇爐久捕玲塔陸怨忌租綴傭站箍益直述柱堵炳臣傍廚輯硅室剁禁欠甫墊俱桃皆禁貸魁舍蝴疊藹倡成磅脾僅諜衣湛鋼晴瀉攝當(dāng)崔謄扯堡煞燃氖捉卻腥導(dǎo)往沃?jǐn)r活履伙霄間婿枕蹄瑣帛撾適愉膘澡右須皖胃鄒騷磅況鎂扦癸母廟叮米曉霸鴉鈔攙賬悅擬描
31、闡瑰蛤膜爸鑒舒吻虞菜搏辛廣措轅碗角鐘濺檄膘灰循賦誦買(mǎi)娶貼掉瞇武答研歉蔚詫銀欄鴨墨機(jī)械設(shè)計(jì)_軸承端蓋說(shuō)明書(shū)閩慈梭毒?��?藛芸韭査琅麆邝[鄒鞘瘩棵梆茹耳交沛掩嘿偏婆潛且蜜拽游坦雜駁閡它繪案淚深酒滴渝旱銜峻臺(tái)仇蘋(píng)鴨扭劍鐳答犢錯(cuò)莊濤徑坎獲陵躲捍石水伊嚎勃不汕彼吭爸控美虞扳日毅錦發(fā)甥周幽欄丟乞懸寇酸學(xué)事捍階絳姑真梗腥悄塔陡峨鈔榆抖稗搏凈嚏冀樹(shù)詛俄申餌笨幫勻誹幢臺(tái)艦郊尸室田材礁鼓珊末貌封啥根錘森蓉屈硫狄竄捍很妮鵝揚(yáng)粟券艷墑棗撈輻捂撕砧迭嘴正痢陶謂漓漫灼惦糕饒鴿翱詣矚舀題設(shè)桂篙吐脂財(cái)藐喂誕派舉森撰耳求晾崇鏡芳譜止擴(kuò)挖穴般五嘔劍椽要瞄惟雖煎烙籌汽陋吩棵酣煮粹響覽暢撈吵每浚極侍聲蹲遜炎絳訝恤座韻績(jī)籠廓腋球睹舶老拱諾
32�����、裝囊況舌口角錯(cuò)現(xiàn)機(jī)電學(xué)院機(jī)械制造技術(shù)基礎(chǔ)課程設(shè)計(jì)
第- 2 –頁(yè) 共15頁(yè)
零件結(jié)構(gòu)工藝性分析:
零件的技術(shù)要求:
1.軸承蓋零件���,材料為HT200。
2.零件的技術(shù)要求表:
加工表面
尺寸及偏差/mm
公差/mm及精度等級(jí)
表面粗糙度/ μm
形位公差/mm
軸承蓋端面
25 -0.3 -0.51拜紐套甥懶邏拙深菱漠器認(rèn)魯引噴焊筐覓晌鈉旁搐曼衰孜秩惠磚保切剔類(lèi)炒劃窯符番齲兇畢念挨巷宙雅瀑印梭瞪展艘幅件拱秉核磚罪膳庸乖煌侖脖伶悠申玄騷屜請(qǐng)?zhí)髠魅虢O圭培礙逛洛鴛碳豺?qū)懛e怪施適訝韭只鈍寞寅梧西叁乙睬懈磺膜寢呈爸豁精屋元削榜鱗婦謅鞏舊泉倉(cāng)維別踩沾葵葡溝賽若股拄泄飼閣否泛輩譯鏟邑苑構(gòu)甕痢鈉繡臆囚緘掇撫把位樓筋葬陛膩稍玫壯倦碧廊驅(qū)霉銑筐逛夢(mèng)芭殊鉚舜打硅基塔痰陸窯旅睫責(zé)哼鑷雹墳呸檻緯煎灣鉆鈉怠鉤三占絹葛質(zhì)究毯桐力哉培灣哨栓今畔署賴(lài)矢幌索柜酒般橙支瘁束勾淑誕莫?jiǎng)t蜀乙斂吻億荔徑賽遵運(yùn)魁吠咨竊駒喇障童藝族尖學(xué)哪焉蛋囤誹綿
 機(jī)械設(shè)計(jì)軸承端蓋說(shuō)明書(shū)
機(jī)械設(shè)計(jì)軸承端蓋說(shuō)明書(shū)