《萬(wàn)向節(jié)十字軸工藝卡(共12頁(yè))》由會(huì)員分享�����,可在線閱讀�����,更多相關(guān)《萬(wàn)向節(jié)十字軸工藝卡(共12頁(yè))(12頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索。
1�、精選優(yōu)質(zhì)文檔-----傾情為你奉上
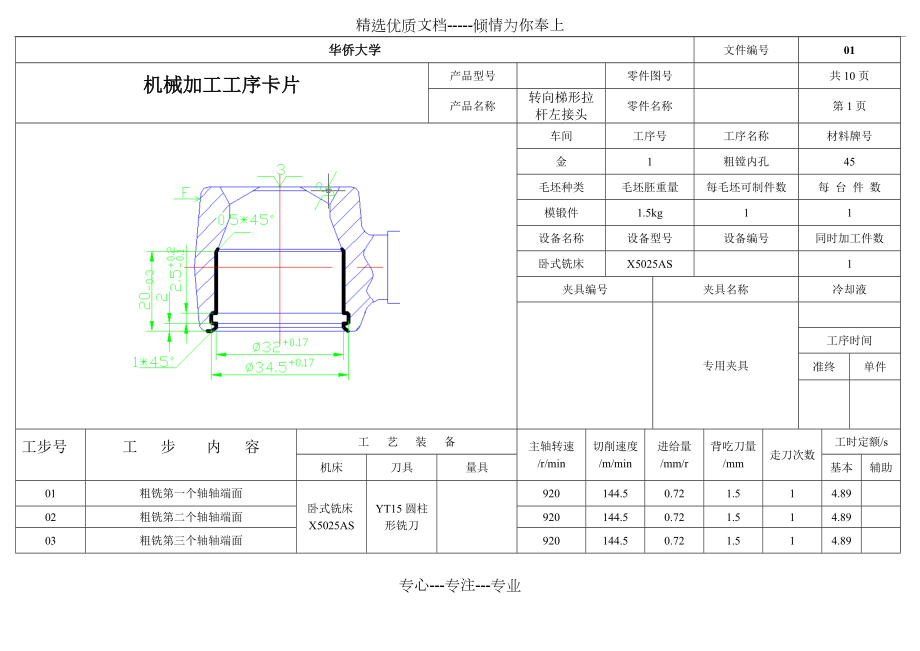
華僑大學(xué)
文件編號(hào)
01
機(jī)械加工工序卡片
產(chǎn)品型號(hào)
零件圖號(hào)
共10頁(yè)
產(chǎn)品名稱
轉(zhuǎn)向梯形拉桿左接頭
零件名稱
第1頁(yè)
車間
工序號(hào)
工序名稱
材料牌號(hào)
金
1
粗鏜內(nèi)孔
45
毛坯種類
毛坯胚重量
每毛坯可制件數(shù)
每 臺(tái) 件 數(shù)
模鍛件
1.5kg
1
1
設(shè)備名稱
設(shè)備型號(hào)
設(shè)備編號(hào)
同時(shí)加工件數(shù)
臥式銑床
X5025AS
1
夾具編號(hào)
夾具名稱
冷卻液
專用夾具
工序時(shí)間
準(zhǔn)終
單件
工步號(hào)
工 步 內(nèi) 容
工
2、 藝 裝 備
主軸轉(zhuǎn)速
/r/min
切削速度
/m/min
進(jìn)給量
/mm/r
背吃刀量
/mm
走刀次數(shù)
工時(shí)定額/s
機(jī)床
刀具
量具
基本
輔助
01
粗銑第一個(gè)軸軸端面
臥式銑床X5025AS
YT15圓柱形銑刀
920
144.5
0.72
1.5
1
4.89
02
粗銑第二個(gè)軸軸端面
920
144.5
0.72
1.5
1
4.89
03
粗銑第三個(gè)軸軸端面
920
144.5
0.72
1.5
1
4.89
04
粗銑第四個(gè)軸軸端面
920
144.5
0
3���、.72
1.5
1
4.89
編制
抄寫(xiě)
校對(duì)
審核
批準(zhǔn)
華僑大學(xué)
文件編號(hào)
02
機(jī)械加工工序卡片
產(chǎn)品型號(hào)
零件圖號(hào)
共10頁(yè)
產(chǎn)品名稱
萬(wàn)向節(jié)十字軸
零件名稱
第2頁(yè)
車間
工序號(hào)
工序名稱
材料牌號(hào)
金
05
粗車四軸外圓
20CrMnTi
毛坯種類
毛坯胚重量
每毛坯可制件數(shù)
每 臺(tái) 件 數(shù)
模鍛件
1.5kg
1
1
設(shè)備名稱
設(shè)備型號(hào)
設(shè)備編號(hào)
同時(shí)加工件數(shù)
臥式車床
C620-1
1
夾具編號(hào)
夾具名稱
冷卻液
專用夾具
工
4��、序時(shí)間
準(zhǔn)終
單件
工步號(hào)
工 步 內(nèi) 容
工 藝 裝 備
主軸轉(zhuǎn)速
/r/min
切削速度
/m/min
進(jìn)給量
/mm/r
背吃刀量
/mm
走刀次數(shù)
工時(shí)定額/s
機(jī)床
刀具
量具
基本
輔助
01
粗車第一個(gè)軸的外圓
臥式車床C620-1
YT5外圓車刀
1800
147
0.3
1
1
4.81
02
粗車第二個(gè)軸的外圓
1800
147
0.3
1
1
4.81
03
粗車第三個(gè)軸的外圓
1800
147
0.3
1
1
4.81
04
5��、粗車第四個(gè)軸的外圓
1800
147
0.3
1
1
4.81
編制
抄寫(xiě)
校對(duì)
審核
批準(zhǔn)
華僑大學(xué)
文件編號(hào)
03
機(jī)械加工工序卡片
產(chǎn)品型號(hào)
零件圖號(hào)
共10頁(yè)
產(chǎn)品名稱
萬(wàn)向節(jié)十字軸
零件名稱
第3頁(yè)
車間
工序號(hào)
工序名稱
材料牌號(hào)
金
06
半精車外圓
20CrMnTi
毛坯種類
毛坯胚重量
每毛坯可制件數(shù)
每 臺(tái) 件 數(shù)
模鍛件
1.5kg
1
1
設(shè)備名稱
設(shè)備型號(hào)
設(shè)備編號(hào)
同時(shí)加工件數(shù)
臥式車床
C620-1
1
夾具編號(hào)
夾具名
6�、稱
冷卻液
專用夾具
工序時(shí)間
準(zhǔn)終
單件
工步號(hào)
工 步 內(nèi) 容
工 藝 裝 備
主軸轉(zhuǎn)速
/r/min
切削速度
/m/min
進(jìn)給量
/mm/r
背吃刀量
/mm
走刀次數(shù)
工時(shí)定額/s
機(jī)床
刀具
量具
基本
輔助
01
半精車第一個(gè)軸的外圓
臥式銑床X5025AS
YT15圓柱形銑刀
3200
257
0.25
0.69
1
2.65
02
半精車第二個(gè)軸軸端面
3200
257
0.25
0.69
1
2.65
03
半精車第三個(gè)軸軸端面
3
7�、200
257
0.25
0.69
1
2.65
04
半精車第四個(gè)軸軸端面
3200
257
0.25
0.69
1
2.65
編制
抄寫(xiě)
校對(duì)
審核
批準(zhǔn)
華僑大學(xué)
文件編號(hào)
04
機(jī)械加工工序卡片
產(chǎn)品型號(hào)
零件圖號(hào)
共10頁(yè)
產(chǎn)品名稱
萬(wàn)向節(jié)十字軸
零件名稱
第4頁(yè)
車間
工序號(hào)
工序名稱
材料牌號(hào)
金
07
半精銑端面
20CrMnTi
毛坯種類
毛坯胚重量
每毛坯可制件數(shù)
每 臺(tái) 件 數(shù)
模鍛件
1.5kg
1
1
設(shè)備名稱
設(shè)備型號(hào)
8、設(shè)備編號(hào)
同時(shí)加工件數(shù)
臥式銑床
X5025AS
1
夾具編號(hào)
夾具名稱
冷卻液
專用夾具
工序時(shí)間
準(zhǔn)終
單件
工步號(hào)
工 步 內(nèi) 容
工 藝 裝 備
主軸轉(zhuǎn)速
/r/min
切削速度
/m/min
進(jìn)給量
/mm/r
背吃刀量
/mm
走刀次數(shù)
工時(shí)定額/s
機(jī)床
刀具
量具
基本
輔助
01
半精銑第一個(gè)軸軸端面
臥式銑床X5025AS
YT15圓柱形銑刀
1180
185
0.6
0.75
1
3
02
半精銑第二個(gè)軸軸端面
1180
185
0
9�����、.6
0.75
1
3
03
半精銑第三個(gè)軸軸端面
1180
185
0.6
0.75
1
3
04
半精銑第四個(gè)軸軸端面
1180
185
0.6
0.75
1
3
編制
抄寫(xiě)
校對(duì)
審核
批準(zhǔn)
華僑大學(xué)
文件編號(hào)
05
機(jī)械加工工序卡片
產(chǎn)品型號(hào)
零件圖號(hào)
共10頁(yè)
產(chǎn)品名稱
萬(wàn)向節(jié)十字軸
零件名稱
第5頁(yè)
車間
工序號(hào)
工序名稱
材料牌號(hào)
金
08
鉆軸向孔
20CrMnTi
毛坯種類
毛坯胚重量
每毛坯可
10�����、制件數(shù)
每 臺(tái) 件 數(shù)
模鍛件
1.5kg
1
1
設(shè)備名稱
設(shè)備型號(hào)
設(shè)備編號(hào)
同時(shí)加工件數(shù)
搖臂鉆床
Z3040
1
夾具編號(hào)
夾具名稱
冷卻液
專用夾具
工序時(shí)間
準(zhǔn)終
單件
工步號(hào)
工 步 內(nèi) 容
工 藝 裝 備
主軸轉(zhuǎn)速
/r/min
切削速度
/m/min
進(jìn)給量
/mm/r
背吃刀量
/mm
走刀次數(shù)
工時(shí)定額/s
機(jī)床
刀具
量具
基本
輔助
01
鉆第一個(gè)軸的軸向孔
搖臂鉆床Z3040
直柄長(zhǎng)麻花鉆Φ4mm�����,
L=119mm,
L1=78mm
11���、
530
21.65
0.12
4
1
52.88
02
鉆第二個(gè)軸的軸向孔
530
21.65
0.12
4
1
52.88
03
鉆第三個(gè)軸的軸向孔
530
21.65
0.12
4
1
52.88
04
鉆第四個(gè)軸的軸向孔
530
21.65
0.12
4
1
52.88
編制
抄寫(xiě)
校對(duì)
審核
批準(zhǔn)
華僑大學(xué)
文件編號(hào)
06
機(jī)械加工工序卡片
產(chǎn)品型號(hào)
零件圖號(hào)
共10頁(yè)
產(chǎn)品名稱
萬(wàn)向節(jié)十字軸
零件名稱
第6頁(yè)
車間
工序號(hào)
工
12�、序名稱
材料牌號(hào)
金
10
粗銑側(cè)面
20CrMnTi
毛坯種類
毛坯胚重量
每毛坯可制件數(shù)
每 臺(tái) 件 數(shù)
模鍛件
1.5kg
1
1
設(shè)備名稱
設(shè)備型號(hào)
設(shè)備編號(hào)
同時(shí)加工件數(shù)
臥式銑床
X5025AS
1
夾具編號(hào)
夾具名稱
冷卻液
專用夾具
工序時(shí)間
準(zhǔn)終
單件
工步號(hào)
工 步 內(nèi) 容
工 藝 裝 備
主軸轉(zhuǎn)速
/r/min
切削速度
/m/min
進(jìn)給量
/mm/r
背吃刀量
/mm
走刀次數(shù)
工時(shí)定額/s
機(jī)床
刀具
量具
基本
輔助
01
粗
13�����、銑側(cè)面
臥式銑床X5025AS
直柄立銑刀
1500
75.4
0.24
0.4
1
3.83
編制
抄寫(xiě)
校對(duì)
審核
批準(zhǔn)
華僑大學(xué)
文件編號(hào)
07
機(jī)械加工工序卡片
產(chǎn)品型號(hào)
零件圖號(hào)
共10頁(yè)
產(chǎn)品名稱
萬(wàn)向節(jié)十字軸
零件名稱
第7頁(yè)
車間
工序號(hào)
工序名稱
材料牌號(hào)
金
03
鉆孔
20CrMnTi
毛坯種類
毛坯胚重量
每毛坯可制件數(shù)
每 臺(tái) 件 數(shù)
14����、
模鍛件
1.5kg
1
1
設(shè)備名稱
設(shè)備型號(hào)
設(shè)備編號(hào)
同時(shí)加工件數(shù)
搖臂鉆床
Z3040
1
夾具編號(hào)
夾具名稱
冷卻液
專用夾具
工序時(shí)間
準(zhǔn)終
單件
工步號(hào)
工 步 內(nèi) 容
工 藝 裝 備
主軸轉(zhuǎn)速
/r/min
切削速度
/m/min
進(jìn)給量
/mm/r
背吃刀量
/mm
走刀次數(shù)
工時(shí)定額/s
機(jī)床
刀具
量具
基本
輔助
01
鉆直徑為7mm深度為32mm的孔
搖臂鉆床Z3040
Φ7mm麻花鉆L=74mm,L1=34mm
1072
20.2
0
15����、.15
7
1
11.94
編制
抄寫(xiě)
校對(duì)
審核
批準(zhǔn)
華僑大學(xué)
文件編號(hào)
08
機(jī)械加工工序卡片
產(chǎn)品型號(hào)
零件圖號(hào)
共10頁(yè)
產(chǎn)品名稱
萬(wàn)向節(jié)十字軸
零件名稱
第8頁(yè)
車間
工序號(hào)
工序名稱
材料牌號(hào)
金
12
攻絲
20CrMnTi
毛坯種類
毛坯胚重量
每毛坯可制件數(shù)
每 臺(tái) 件 數(shù)
模鍛件
1.5kg
1
1
設(shè)備名稱
16、
設(shè)備型號(hào)
設(shè)備編號(hào)
同時(shí)加工件數(shù)
搖臂鉆床
Z3040
1
夾具編號(hào)
夾具名稱
冷卻液
專用夾具
工序時(shí)間
準(zhǔn)終
單件
工步號(hào)
工 步 內(nèi) 容
工 藝 裝 備
主軸轉(zhuǎn)速
/r/min
切削速度
/m/min
進(jìn)給量
/mm/r
背吃刀量
/mm
走刀次數(shù)
工時(shí)定額/s
機(jī)床
刀具
量具
基本
輔助
01
攻M8內(nèi)螺紋
搖臂鉆床Z3040
M8絲錐
795
19.98
1.26
0.5
1
0.59
17��、
編制
抄寫(xiě)
校對(duì)
審核
批準(zhǔn)
華僑大學(xué)
文件編號(hào)
09
機(jī)械加工工序卡片
產(chǎn)品型號(hào)
零件圖號(hào)
共10頁(yè)
產(chǎn)品名稱
萬(wàn)向節(jié)十字軸
零件名稱
第9頁(yè)
車間
工序號(hào)
工序名稱
材料牌號(hào)
金
16
精磨外圓
20CrMnTi
毛坯種類
毛坯胚重量
每毛坯可制件數(shù)
每 臺(tái) 件 數(shù)
模鍛件
1.5kg
1
1
設(shè)備名稱
設(shè)備型號(hào)
設(shè)備編號(hào)
同時(shí)加工件數(shù)
外圓磨床
MQ1320
1
夾具編號(hào)
夾具名稱
冷卻液
專用夾具
18����、
工序時(shí)間
準(zhǔn)終
單件
工步號(hào)
工 步 內(nèi) 容
工 藝 裝 備
主軸轉(zhuǎn)速
/r/min
切削速度
/m/min
進(jìn)給量
/mm/r
背吃刀量
/mm
走刀次數(shù)
工時(shí)定額/s
機(jī)床
刀具
量具
基本
輔助
01
精磨第一軸的外圓
外圓磨床MQ1320
砂輪
d=400mm
b=50mm
400
31.42
0.0035
0.06
1
2.57
02
精磨第二軸的外圓
400
31.42
0.0035
0.06
1
2.57
03
精磨第三軸的外圓
400
31.4
19、2
0.0035
0.06
1
2.57
04
精磨第四軸的外圓
400
31.42
0.0035
0.06
1
2.57
編制
抄寫(xiě)
校對(duì)
審核
批準(zhǔn)
華僑大學(xué)
文件編號(hào)
10
機(jī)械加工工序卡片
產(chǎn)品型號(hào)
零件圖號(hào)
共10頁(yè)
產(chǎn)品名稱
萬(wàn)向節(jié)十字軸
零件名稱
第10頁(yè)
車間
工序號(hào)
工序名稱
材料牌號(hào)
金
17
精磨端面
20CrMnTi
毛坯種類
毛坯胚重量
每毛坯可制件數(shù)
每 臺(tái) 件 數(shù)
模鍛件
1.5kg
1
1
設(shè)備名稱
設(shè)備型號(hào)
設(shè)備編號(hào)
20���、
同時(shí)加工件數(shù)
外圓磨床
MQ1320
1
夾具編號(hào)
夾具名稱
冷卻液
專用夾具
工序時(shí)間
準(zhǔn)終
單件
工步號(hào)
工 步 內(nèi) 容
工 藝 裝 備
主軸轉(zhuǎn)速
/r/min
切削速度
/m/min
進(jìn)給量
/mm/r
背吃刀量
/mm
走刀次數(shù)
工時(shí)定額/s
機(jī)床
刀具
量具
基本
輔助
01
精磨第一軸的軸端面
外圓磨床MQ1320
砂輪
d=400mm
b=50mm
210
16.49
0.0045
0.1
1
6.35
02
精磨第二軸的軸端面
210
16.49
0.0045
0.1
1
6.35
03
精磨第三軸的軸端面
210
16.49
0.0045
0.1
1
6.35
04
精磨第四軸的軸端面
210
16.49
0.0045
0.1
1
6.35
編制
抄寫(xiě)
校對(duì)
審核
批準(zhǔn)
專心---專注---專業(yè)
 萬(wàn)向節(jié)十字軸工藝卡(共12頁(yè))
萬(wàn)向節(jié)十字軸工藝卡(共12頁(yè))